
申请日2012.06.09
公开(公告)日2012.09.19
IPC分类号C02F11/00
摘要
本发明公开了一种化工污泥处置系统,在所述的污泥储仓(3)内设搅拌下料装置(4),所述的化工污泥处置系统通过污泥输送泵(7)及污泥高压输送管道(8)与水泥新型干法窑的预分解窑系统连接。采用上述技术方案,充分利用水泥烧成系统技术特点,将化工污泥进行充分、有效的无害化处理,产生的气体及灰渣直接利用水泥新型干法窑进行处理,不存在排废,也不需要增设复杂的废气处理设施,同时污泥中隐含的热量也得到了完全利用,达到了污泥完全无害化、资源化和百分之百减量化处置的目的。
权利要求书
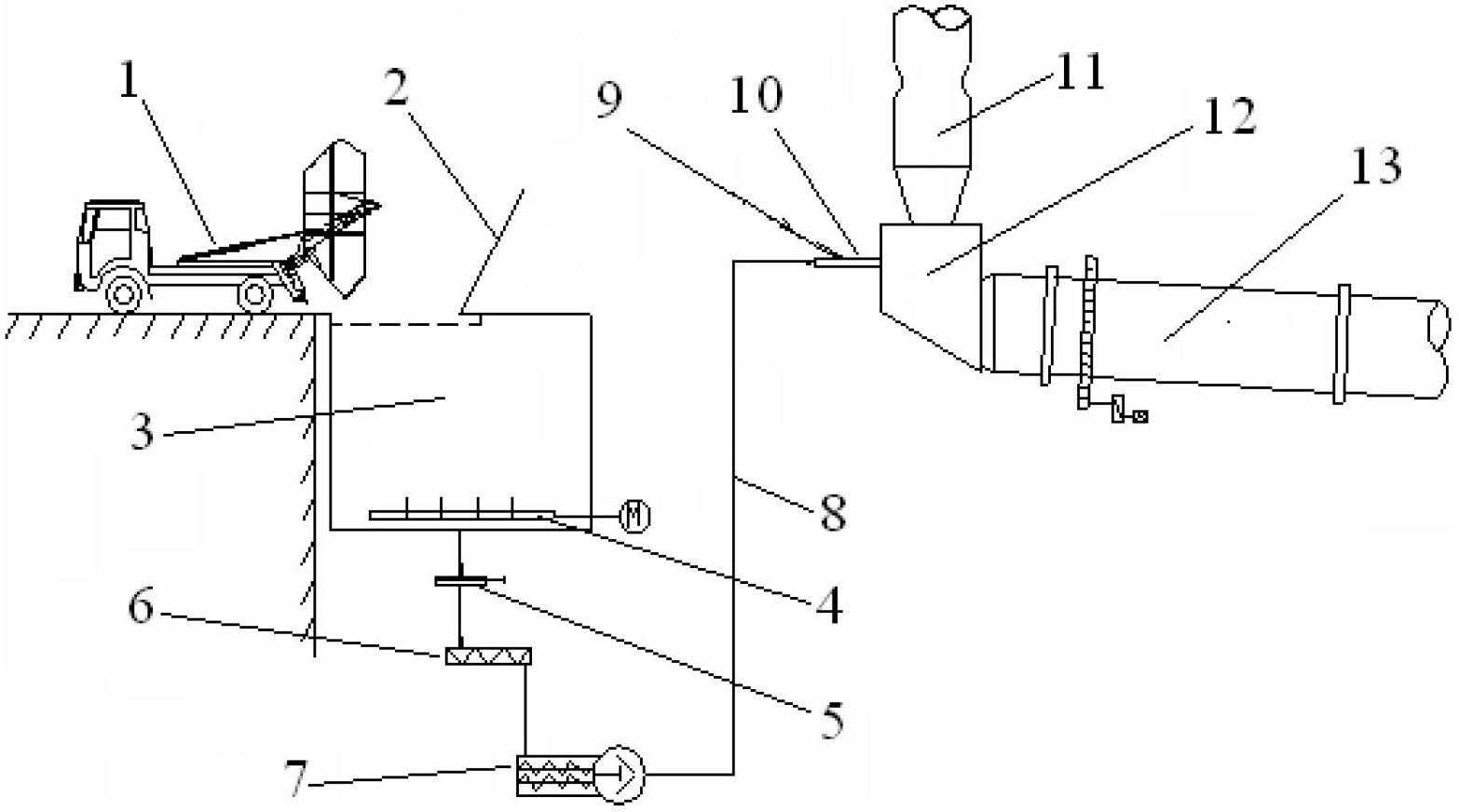
1.一种化工污泥处置系统,包括污泥储仓(3),其特征在于:在所述的 污泥储仓(3)内设搅拌下料装置(4),所述的化工污泥处置系统通 过污泥输送泵(7)及污泥高压输送管道(8)与水泥新型干法窑的预 分解窑系统连接。
2.按照权利要求1所述的化工污泥处置系统,其特征在于:所述的预分解 窑系统包括窑尾烟室(12);所述的化工污泥处置系统设置污泥的喂 入打散装置,其结构为:所述的污泥高压输送管道(8)与所述的窑尾 烟室(12)连接;在其连接处设污泥搅拌装置(10),所述的污泥搅 拌装置(10)上设有压缩空气喷入口(9)。
3.按照权利要求1或2所述的化工污泥处置系统,其特征在于:所述的化 工污泥处置系统设污泥运输车(1),所述的污泥运输车(1)为自卸 车;所述的污泥储仓(3)为设地面下的坑中;所述的污泥储仓(3) 设污泥储仓进料门(2),所述的污泥储仓进料门(2)为具有密封结 构的自动开关门。
4.按照权利要求1或2所述的化工污泥处置系统,其特征在于:所述的搅 拌下料装置(4)设置在所述污泥储仓(3)的底部;所述的污泥储仓 (3)的底部出口设污泥下料闸板阀(5),所述的污泥下料闸板阀( 5)与污泥输送绞刀(6)相连,所述的污泥输送绞刀(6)通过管路与 所述的污泥输送泵(7)连接。
5.按照权利要求4所述的化工污泥处置系统,其特征在于:所述的搅拌下 料装置(4)包括活动框架和框架驱动装置;所述的框架驱动装置与活 动框架相连。
6.按照权利要求4所述的化工污泥处置系统,其特征在于:所述的化工污 泥处置系统设有污泥计量输送系统,所述的污泥计量输送系统设有所 述的污泥输送绞刀(6)的转速控制装置。
7.按照权利要求1或2或5或6所述的化工污泥处置系统,其特征在于: 所述的污泥输送泵(7)为双缸柱塞泵。
8.按照权利要求1或2或5或6所述的化工污泥处置系统,其特征在于:所 述的化工废液处置系统设有氯旁路设施,所述的氯旁路设施是在窑尾 上升烟道的氯富集位置设置一个孔,并在孔外设有气体粉尘抽出装置 ,并通过排气管路与该孔连接;在所述的排气管路上设稀释冷却器和 空气冷却器;所述的气体粉尘抽出装置设有袋式收尘器。
9.按照权利要求2所述的化工污泥处置系统,其特征在于:所述的污泥的 喂入打散装置设置驱动控制器,所述的驱动控制器驱动污泥的喂入打 散装置进入或拔出窑尾烟室(12)。
说明书
一种化工污泥处置系统
技术领域
本发明属于建筑材料的生产与化工生产中的有害废弃物处置相结合的 技术领域。具体说,本发明涉及一种化工污泥处置系统。
背景技术
随着经济发展水平和人们认识的不断提高,人们对环境保护和水泥资 源的认识不断增强。环保问题、资源问题和可持续发展问题日益成为 制约社会和经济发展的最重要的因素之一。
先发展经济,再解决环保和资源问题的诸多弊端已经日益显现,而且 日趋严重,结果必然会导致经济发展不上去,环境问题也解决不好, 更保证不了经济的可持续发展。
其中,危险废物的是一个相当严重和迫切需要解决的问题。其处理、 处置技术正日益被人们关注和重视。
随着人们生活水平的提高和现代化工业的发展,危险废物的产生量逐 年增多,危险废物种类多、成分复杂,具有毒性、腐蚀性、易燃易爆 性,其污染具有潜在性和滞后性,是全球环境保护的重点和难点问题 之一。危险有害废弃物污染已被列为世界性的严重问题,同臭氧层的 破坏、温室效应、人口爆炸、能源危机一样,对人类的生存构成莫大 的威胁。
现有技术中的危险废物处理技术:
目前,世界上许多国家,尤其是一些先进国家,对危险废物的处理曾 采用过多种办法,如焚烧、热解、安全填埋、固化处理以及物理、化 学与生化处理等等。其中主要的处理方法是安全填埋和焚烧。下面对 几种危险废物处置方法 进行分析:
1、安全填埋法:投资低,操作简单,但存在很大后患,有害物质容易 泄漏,造成环境污染,一旦衬层系统失效,就会对周围环境和公众造 成长期持续的威胁,并且填埋场占用大量土地,带来土地资源浪费;
2、高温焚烧法和热解法:符合危险废物污染防治技术政策要求的危险 废物的减量化、资源化和无害化的总原则,经处置的危险废弃物残渣 体积可减少90%,重量可减少80%,但前期投入费用较高,运行成本和 运行技术难度较大,且高温焚烧法经常需采用辅助燃料,能耗较大; 热解法目前还不具备较大的处理量,适用范围有限,需分类预处理。
国外的危险废物处理处置技术的主要发展方向是:
1、采用减量化技术,推行无废、低废清洁生产;2、采用资源化技术 ,大力开展综合利用;3、采取无害化处理技术,目前国外危险废物的 无害化处理逐渐从“填埋”转向“焚烧”。
但这些方法不能做到将危险废物彻底减容处理的要求。
现有技术中的水泥新型干法烧成技术:
水泥新型干法烧成技术的预热分解及废气处理部分主要由以下几个方 面组成:5级新型旋风预热器;窑外预分解技术(分解炉);废气处理 系统;喷雾增湿系统(增湿塔);余热发电系统(PH锅炉);除尘系 统(收尘器)。
预分解窑的物料的主要成份主要是CaCO3以及Al2O3、Fe2O3、SiO2。预 分解窑的物料由预热器顶部喂入经旋风预热器预热后进入分解炉(88 0℃以上),在其中分解为氧化物后入回转窑(1450℃以上)进行煅烧 。此过程可以很好的使部分重金属与熟料矿物相结合,达到减少游离 重金属的目的,与熟料矿物结合的重金属在砼中的析出较少,有效避 免了重金属的危害。
出回转窑的高温气体经分解炉和预热器换热后,再经过余热发电系统 回收能量,经喷雾增湿系统处理和除尘系统净化后排入大气。
污泥进入窑尾烟室高温区(1100℃左右)燃烧,可使污泥中的有害物 质成分在窑尾烟室内得到分解,并抑制了燃烧过程中有害物质的生产 ,燃烧废气进入分解炉内进一步高温焚烧,最后通过废气处理系统后 排入大气。在此过程中由于水泥生料的碱性氛围,二恶英等有害物质 不会重生成。污泥燃烧后产生的废渣随水泥生料一起进入水泥回转窑 内,在窑内高温工况下(温度>1450℃)进一步固化处理,形成水泥熟 料。
由于水泥回转窑内的高温工况(烧成温度>1450℃)和碱性环境(主 要化学成份为CaO),现代回转窑生产过程为工业废物处置提供了可能 性,从而也为现代社会综合利用工业废物和保护环境提供了一条有效 途径。
发明内容
本发明提供一种化工污泥处置系统,其目的是利用新型的水泥烧成系 统,实现化工污泥的无害化处理。
为了实现上述目的,本发明采取的技术方案为:
本发明所提供的化工污泥处置系统,包括污泥储仓,在所述的污泥储 仓内设搅拌下料装置,所述的化工污泥处置系统通过污泥输送泵及污 泥高压输送管道与水泥新型干法窑的预分解窑系统连接。
所述的预分解窑系统包括窑尾烟室;所述的化工污泥处置系统设置污 泥的喂入打散装置,其结构为:所述的污泥高压输送管道与所述的窑 尾烟室连接;在其连接处设污泥搅拌装置,所述的污泥搅拌装置上设 有压缩空气喷入口。
所述的化工污泥处置系统设污泥运输车,所述的污泥运输车为自卸车 ;所述的污泥储仓为设在地面下的坑中;所述的污泥储仓设污泥储仓 进料门,所述 的污泥储仓进料门为具有密封结构的自动开关门。
所述的搅拌下料装置设置在所述污泥储仓的底部;所述的污泥储仓的 底部出口设污泥下料闸板阀,所述的污泥下料闸板阀与污泥输送绞刀 相连,所述的污泥输送绞刀通过管路与所述的污泥输送泵连接。
所述的搅拌下料装置包括活动框架和框架驱动装置;所述的框架驱动 装置与活动框架相连。
所述的化工污泥处置系统设有污泥计量输送系统,所述的污泥计量输 送系统设有所述的污泥输送绞刀的转速控制装置。
所述的污泥输送泵为双缸柱塞泵。
所述的化工废液处置系统设有氯旁路设施,所述的氯旁路设施是在窑 尾上升烟道的氯富集位置设置一个孔,并在孔外设有气体粉尘抽出装 置,并通过排气管路与该孔连接;在所述的排气管路上设稀释冷却器 和空气冷却器;所述的气体粉尘抽出装置设有袋式收尘器。
所述的污泥的喂入打散装置设置驱动控制器,所述的驱动控制器驱动 污泥的喂入打散装置进入或拔出窑尾烟室。
本发明采用上述技术方案,充分利用水泥烧成系统技术特点,将化工 污泥进行充分、有效的无害化处理,产生的气体及灰渣直接利用水泥 新型干法窑进行处理,不存在排废,也不需要增设复杂的废气废渣处 理设施,同时污泥中隐含的热量也得到了完全利用,达到了污泥完全 无害化、资源化和百分之百减量化处置的目的。本发明具有以下特点 :处理规模大;处理效果好且稳定;提高了水泥生产的经济效益,且 对水泥产品质量没有影响;处理工艺简洁,投资规模较小。