
申请日2012.08.24
公开(公告)日2013.03.20
IPC分类号C02F9/14; C02F3/00; C02F1/44; C02F3/28; C02F1/52; C02F3/30
摘要
本实用新型公开了一种垃圾焚烧发电厂渗滤液处理装置,它包括连通的原水调节池、混凝反应系统、一级UBF反应器、一级UBF反应器出水中间池、二级UBF反应器、二级UBF反应器出水中间池、反硝化反应池、硝化反应池、内置式MBR系统、纳滤系统等。由于本实用新型在UBF反应器后设置了UBF反应器中间池进行UBF反应器出水后的泥水分离以及回流,保证UBF反应器中的污泥浓度及处理效率;采用内置式MBR膜组件置于生化池内,减少了占地面积,降低能耗;利用物化、生化、膜过滤技术联用对垃圾渗滤液进行直接处理,可达到零排放回用。
权利要求书
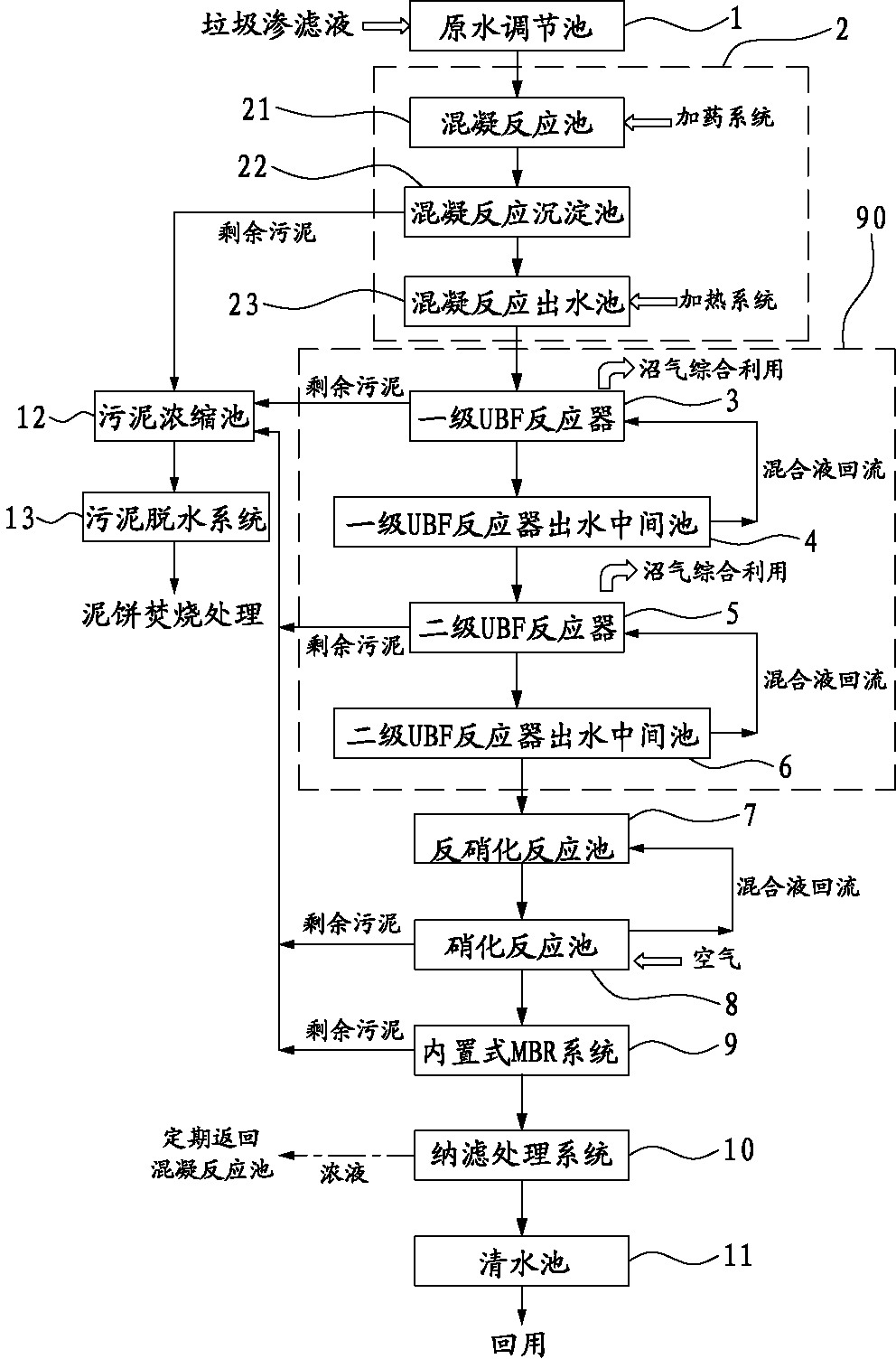
1.一种垃圾焚烧发电厂渗滤液处理装置,其特征在于:它包括原水调节池、混凝反应系统、一级UBF反应器、一级UBF反应器出水中间池、二级UBF反应器、二级UBF反应器出水中间池、反硝化反应池、硝化反应池、内置式MBR系统、纳滤系统、清水池和污泥浓缩池、污泥脱水系统;所述的原水调节池、混凝反应系统、一级UBF反应器、一级UBF反应器出水中间池、二级UBF反应器、二级UBF反应器出水中间池、反硝化反应池、硝化反应池、内置式MBR系统、纳滤系统、清水池通过管道依次连接;所述的混凝反应系统、一级UBF反应器、二级UBF反应器、硝化反应池、内置式MBR系统分别通过管道连接污泥浓缩池,污泥浓缩池通过管道连接污泥脱水系统;所述的一级UBF反应器、一级UBF反应器出水中间池、二级UBF反应器、二级UBF反应器出水中间池组成厌氧反应系统。
2.根据权利要求2所述的垃圾焚烧发电厂渗滤液处理装置,其特征在于:所述的一级UBF反应器与一级UBF反应器出水中间池之间设有回流管道。
3.根据权利要求1所述的垃圾焚烧发电厂渗滤液处理装置,其特征在于:所述的二级UBF反应器与二级UBF反应器出水中间池之间设有回流管道。
4.根据权利要求1所述的垃圾焚烧发电厂渗滤液处理装置,其特征在于:所述的反硝化反应池、硝化反应池之间设有回流管道。
5.根据权利要求1所述的垃圾焚烧发电厂渗滤液处理装置,其特征在于:所述的混凝反应系统包括混凝反应池、混凝反应沉淀池、混凝反应出水池,混凝反应池、混凝反应沉淀池、混凝反应出水池通过管道依次连接。
说明书
垃圾焚烧发电厂渗滤液处理装置
技术领域
本实用新型涉及一种废水处理技术,特别是涉及一种垃圾焚烧发电厂渗滤液处理装置。
背景技术
垃圾渗滤液是一种难处理的高浓度有机废水,其特点是水质水量波动大,成分复杂,有毒有害物质含量高。垃圾渗滤液的治理已经成为我国当前及今后相当长时期内环境污染控制的一项重大课题(申欢,金奇庭,崔喜勤,等.上流式厌氧污泥床处理城市垃圾渗滤液的试验研究[J]. 环境污染治理技术与设备,2004,5(4):1-5)。其特点是(1)水质成分复杂,既有高浓度有机污染物,也有金属、无机盐类、细菌等有毒有害物质;(2)水质、水量变化大;(3)污染物浓度高, CODcr浓度在40000~80000mg/L,BOD5浓度在20000~40000mg/L;(4)营养比例失调,对高浓度有机废水一般采用的生化处理工艺而言,垃圾焚烧厂渗滤液中营养比例失调,相对CODcr、BOD5含量,其磷含量偏低而氨氮含量偏高,氨氮浓度在1000~2000mg/l;(5)可生化性能不稳定。目前,渗滤液处理新技术的研究已成为国内外环保工作者极为关心的一项热门研究课题。
目前,垃圾渗滤液的处理技术可分为两大类:生物法和物理化学法。从众多研究实例看,以中和吹脱—生化法为主的工艺对渗滤液处理至符合有关排放标准较难,微生物对渗滤液中所含难降解有机质的降解能力很低,而吹脱出的氨若不回收,会带来二次污染。物理化学法主要包括反渗透、纳滤、超滤、超声波、光催化、化学氧化、活性炭吸附、混凝沉淀等。(杨飞黄,杨顺生,曹东梅,等.反渗透及其在城市垃圾渗滤液处理中的应用,2007, 33(3): 6-12)。
目前,国内现有垃圾渗滤液的处理技术有如下4种:
(1)生化处理
近年来采用厌氧——好氧工艺生物处理渗滤液较多,生物法与物化法的组合,是今后垃圾渗滤液处理的主要方向。但从众多应用单位的运行结果看,以生化处理为主的工艺对渗滤液处理效果不理想,微生物对渗滤液中高浓度污染物的降解能力较低,运行稳定性难以得到保证。
(2)反渗透法处理
反渗透法处理高污染浓度、高盐份污水已得到广泛应用,在城市生活垃圾填埋场渗滤液的处理中也已有运行经验,目前国内有公司尝试引进国外技术运用于中国垃圾焚烧厂渗滤液处理,情况并不理想。
垃圾焚烧发电厂垃圾渗滤液与填埋场渗滤液不同,有机物、悬浮物含量要高的多,膜污染严重,反渗透浓缩液量也要比填埋场渗滤液大的多。一般来说二级RO系统处理填埋场渗滤液的浓缩比可达到10%,而运用于焚烧厂渗滤液处理时,经实验证明浓缩比最高只有50%,反渗透膜也极易污染中毒,膜组件更换频繁,而且预处理系统要复杂得多。
反渗透法产生的浓缩液的处理是一个难点,填埋场渗滤液的浓缩液可以采用回灌填埋区进行处理,利用已填埋的垃圾吸附降解浓缩液中的重金属及难降解有机物,而焚烧厂渗滤液用反渗透法处理产生的浓缩液还有50%以上,由于没有填埋场回灌的便利条件,回喷焚烧炉水量又太大,因此用反渗透等膜处理法处理渗滤液的前景得到限制。反渗透等膜处理法处理渗滤液的前提是必须解决膜处理浓缩液的处理问题。
(3)化学氧化处理
某垃圾焚烧厂曾采用Feton试剂氧化+氨吹脱+混凝沉淀+厌氧+SBR+ClO2氧化+活性炭吸附工艺处理渗滤液,该工艺实际主要是依靠化学氧化剂及活性炭吸附去除污染物,从运行结果来看,加药正常时出水可以达到国家三级排放标准,但运行费用高达120元/吨以上,在经济上缺乏应用价值。
(4)其他处理工艺
除上述处理方法,目前进行的渗滤液处理的工艺研究还包括催化氧化法、湿式氧化法、电氧化法、光氧化法等,这些氧化法或由于催化剂极易中毒、或由于耗电量太大等均无法进入实际工业化阶段。
实用新型内容
本实用新型的目的在于提供一种处理效率高、能耗小、投入少、占地面积小的垃圾焚烧发电厂渗滤液处理装置。
为实现上述目的,本实用新型的技术解决方案是:
本实用新型是一种垃圾焚烧发电厂渗滤液处理装置,它包括原水调节池、混凝反应系统、一级UBF反应器(复合式厌氧流化床反应器)、一级UBF反应器出水中间池、二级UBF反应器(复合式厌氧流化床反应器)、二级UBF反应器出水中间池、反硝化反应池、硝化反应池、内置式MBR系统(膜生物反应器)、纳滤系统、清水池和污泥浓缩池、污泥脱水系统;所述的原水调节池、混凝反应系统、一级UBF反应器(复合式厌氧流化床反应器)、一级UBF反应器出水中间池、二级UBF反应器(复合式厌氧流化床反应器)、二级UBF反应器出水中间池、反硝化反应池、硝化反应池、内置式MBR系统(膜生物反应器)、纳滤系统、清水池通过管道依次连接;所述的混凝反应系统、一级UBF反应器、二级UBF反应器、硝化反应池、内置式MBR系统分别通过管道连接污泥浓缩池,污泥浓缩池通过管道连接污泥脱水系统;所述的一级UBF反应器、一级UBF反应器出水中间池、二级UBF反应器、二级UBF反应器出水中间池组成厌氧反应系统。
所述的一级UBF反应器与一级UBF反应器出水中间池之间设有回流管道。
所述的二级UBF反应器与二级UBF反应器出水中间池之间设有回流管道。
所述的反硝化反应池、硝化反应池之间设有回流管道。
所述的混凝反应系统包括混凝反应池、混凝反应沉淀池、混凝反应出水池,混凝反应池、混凝反应沉淀池、混凝反应出水池通过管道依次连接。
采用上述方案后,由于本实用新型利用物化、生化、膜过滤技术联用对垃圾渗滤液进行直接处理,可达到零排放回用;与传统采用物化和生化处理工艺的处理方法比较,本实用新型具有以下显著优点和效果:
1、UBF反应器后设置了UBF反应器中间池进行UBF反应器出水后的泥水分离以及回流,保证UBF反应器中的污泥浓度及处理效率。
2、采用内置式MBR膜组件置于生化池内,从而减少占地面积,降低能耗。
3、废水经处理后可达到生产工艺回用的标准,产水率高,实现废水的生产工艺现场回用,节约大量水源。
4、处理废水流程短,效率高,处理设备投入少,占地面积小。
5、本实用新型工艺方法可实现废水达标排放,保护生态环境,为垃圾焚烧发电厂渗滤液处理解决了关键性问题。
下面结合附图和具体实施例对本实用新型作进一步的说明。