
申请日2013.03.11
公开(公告)日2013.11.13
IPC分类号C02F3/28
摘要
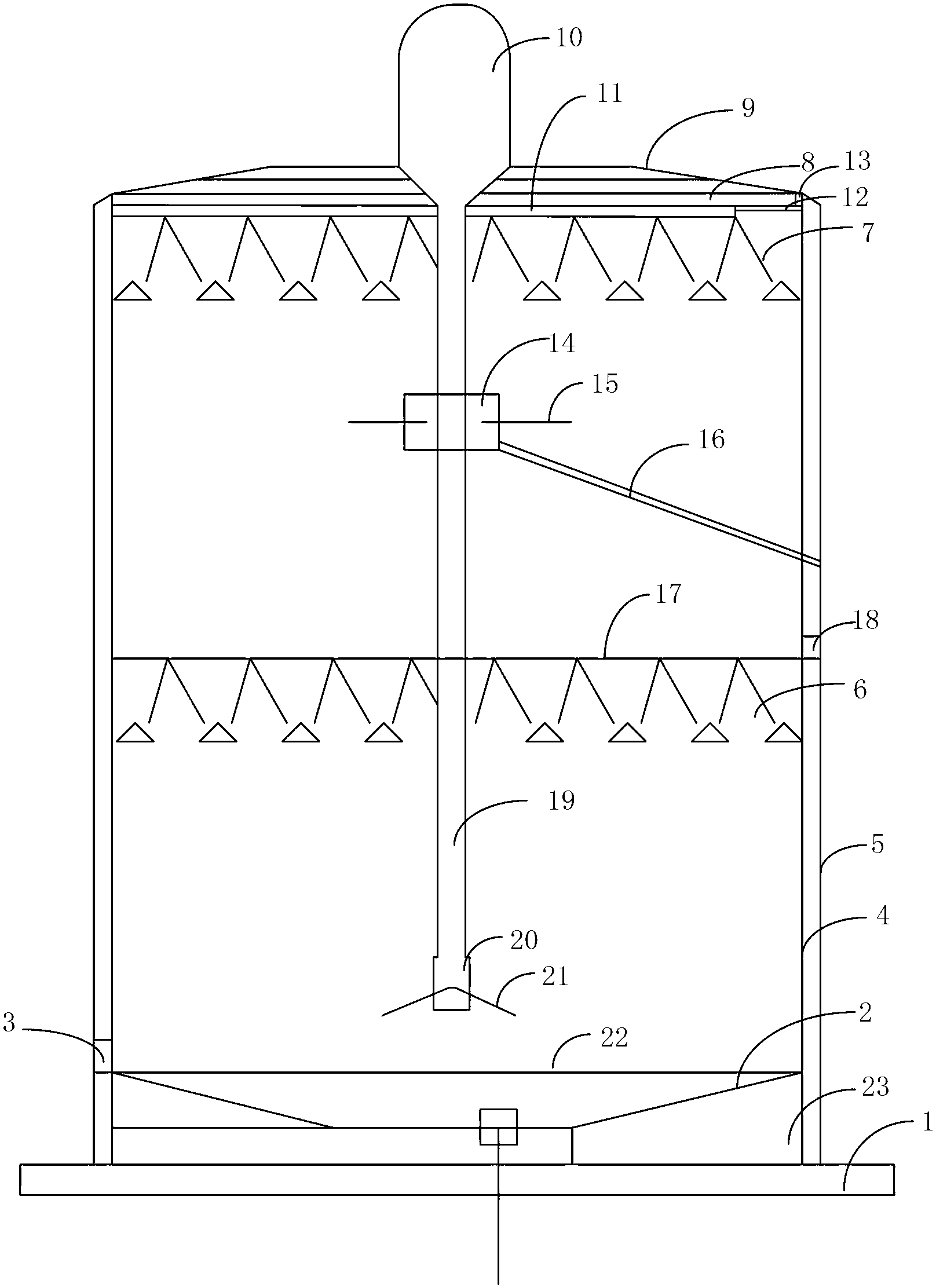
本实用新型涉及一种用于垃圾渗滤液处理的厌氧反应器,所述厌氧反应器顶部设置有第二层三相分离器,所述厌氧反应器中部还设置有第一层三相分离器,将所述厌氧反应器自上而下分为第二反应室和第一反应室,所述第一层三相分离器用于截留固体,提高所述第一反应室内的污泥浓度,所述第二层三相分离器用于气固液分离,以减少出水带泥。在本实用新型中针对现有技术存在的问题,开发一种适用于焚烧电厂渗滤液处理的高效的厌氧反应器,该反应器具有较大的高径比,容积负荷大,是传统厌氧反应器的1.5~3倍;采用双层三相分离器,相当于两个UASB串联,解决出水带泥问题;采用罐内内循环,节约运行费用等优点用以克服现有技术存在的不足。
权利要求书
1.一种用于垃圾渗滤液处理的厌氧反应器,所述厌氧反应器顶部设置有第二层三相分离器,其特征在于,所述厌氧反应器中部还设置有第一层三相分离器,将所述厌氧反应器自上而下分为第二反应室和第一反应室,所述第一层三相分离器用于截留固体,提高所述第一反应室内的固体浓度,所述第二层三相分离器用于气固液分离,以减少出水带泥。
2.根据权利要求1所述的厌氧反应器,其特征在于,所述厌氧反应器的高度为15-25m。
3.根据权利要求1所述的厌氧反应器,其特征在于,所述厌氧反应器的高径比为1.5-3。
4.根据权利要求1所述的厌氧反应器,其特征在于,所述第一层三相分离器的顶部设置有集气管网,用于将所述第一反应室产生的气体及气体中夹带的水汽收集后再回流至所述第一反应室底部,以实现所述厌氧反应器内循环。
5.根据权利要求4所述的厌氧反应器,其特征在于,所述集气管网包括第一层三相分离器集气总管和第一层三相分离器集气支管,所述第一层三相分离器集气支管收集气体之后汇入所述第一层三相分离器集气总管,通过所述第一层三相分离器集气总管进入罐顶汽水分离器,液体返回所述第一反应室,气体至综合利用装置。
6.根据权利要求1所述的厌氧反应器,其特征在于,所述第二层三相分离器下面设置有循环水集水箱,所述第一反应室和所述第二反应室处理的渗滤液经收集后进入循环水集水箱,经所述循环水集水箱排出反应器后,返回到反应器底部循环使用,以实现反应器外部循环。
7.根据权利要求6所述的厌氧反应器,其特征在于,所述循环集水管与外循环水泵连接,所述外循环泵的出水与所述厌氧反应器进水混合分布在反应器底部。
8.根据权利要求1所述的厌氧反应器,其特征在于,所述厌氧反应器底部设置有布水箱,所述布水箱与反应器中的内循环管相连,所述布水箱上设置4-8个喷嘴。
9.根据权利要求8所述的厌氧反应器,其特征在于,所述喷嘴的管径为25-50mm。
10.根据权利要求8所述的厌氧反应器,其特征在于,所述喷嘴与水平方向的角度为20-45°。
11.根据权利要求1所述的厌氧反应器,其特征在于,所述厌氧反应器底部设置布水管,所述布水管为穿孔管。
12.根据权利要求11所述的厌氧反应器,其特征在于,所述布水管距离池体底部300-500mm。
13.根据权利要求11所述的厌氧反应器,其特征在于,所述布水管上穿孔直径为20mm-50mm之间。
说明书
一种用于垃圾渗滤液处理的厌氧反应器
技术领域
本实用新型涉及一种应用在高浓度有机废水处理过程中的设备,特别涉及在焚烧电厂垃圾渗滤液处理行业和填埋场渗滤液及其他高浓度有机废水行业应用的高效厌氧生物反应器。
背景技术
随着生态环境的日益恶化,垃圾的处理成为认为关注的问题之一,生活垃圾是人类日常生活和生产中产生的固体废弃物,由于排出量大,成分复杂多样,给处理和利用带来困难,如不能及时处理或处理不当,就会污染环境,影响环境卫生。垃圾处理就是要把垃圾迅速清除,并进行无害化处理,最后加以合理的利用。当今广泛应用的垃圾处理方法是卫生填埋、高温堆肥和焚烧。垃圾处理的目的是无害化、资源化和减量化。
在垃圾焚烧过程中,垃圾焚烧厂垃圾储坑的垃圾经过几天发酵腐熟以提高热值后沥出渗滤液,即俗称“渗滤液”。相对于垃圾填埋场而言,焚烧厂的渗滤液属新鲜的原生渗滤液,未经厌氧发酵、水解、酸化过程,有机污染物浓度高,一还有大量其他的金属、无机污染物内含如苯、萘、菲等杂环芳烃化合物、多环芳烃、酚、醇类化合物、苯胺类化合物等难降解化合物,呈黄褐色或灰褐色。
目前,垃圾渗滤液的处理主工艺基本为调节池、预处理、生化处理及深度处理,其中预处理主要采用混凝沉淀方法,主要是去除较大的悬浮物及胶体物质,生化处理主要包括厌氧及好氧处理方法,厌氧主要是采用第二代厌氧反应器,好氧主要采用A/O工艺或是SBR工艺,膜系统依据排放标准的不同采用超滤、纳滤、反渗透系统。
厌氧生物反应器是一种利用厌氧微生物处理污水中有机污染物的主要设备之一。其特点是可处理高浓度有机废水、可回收利用沼气、设备占地面积小运行成本低等。厌氧反应器经过100多年的发展,已由完全混合式低负荷第一代反应器,发展为以厌氧接触氧化反应器(AF)工艺和上流式 厌氧污泥床反应器(UASB)为代表的第二代反应器,为进一步增强厌氧微生物与废水的混合与接触,提高负荷及处理效率,人们在其基础上研究和开发了第三代厌氧反应器,代表反应器主要有内循环厌氧反应器(IC)和厌氧膨胀床和流化床(EGSB)。由厌氧反应器的发展历程来看,其处理效率不断提高。在渗滤液处理行业,鉴于渗滤液水质特点,应用最多的还是第二代反应器中UASB工艺,但UASB工艺其停留时间长、占地面积大,因此受期技术与经济指标的双重制约,开发高效厌氧反应器,势在必行。
目前,传统的处理垃圾渗滤液的厌氧反应器的负荷低,停留时间长,一次性投资大,占地面积大,处理效率低下,出水带泥,且其运行费用及维护费用较高。因此,需要一种特别针对垃圾渗滤液进行处理的具有更高处理效率的厌氧反应器,以克服现有技术存在的不足。
实用新型内容
在实用新型内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本实用新型的实用新型内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
本实用新型一方面提供了一种用于污水生物处理的厌氧反应器,所述厌氧反应器顶部设置有第二层三相分离器,所述厌氧反应器中部还设置有第一层三相分离器,将所述厌氧反应器自上而下分为第二反应室和第一反应室,所述第一层三相分离器用于截留固体(污泥),提高所述第一反应室内的固体(污泥)浓度,所述第二层三相分离器用于气固液分离,以减少出水带泥。
作为优选,所述厌氧反应器的高度为15-25m。
作为优选,所述厌氧反应器的高径比为1.5-3。
作为优选,所述第一层三相分离器的顶部设置有集气管网,用于将所述第一反应室产生的气体及气体中夹带的水汽收集后再回流至所述第一反应室底部,以实现所述厌氧反应器内循环。
作为优选,所述集气管网包括第一层三相分离器集气总管和第一层三相分离器集气支管,所述第一层三相分离器集气支管收集气体之后汇入所述第一层三相分离器集气总管,通过所述第一层三相分离器集气总管进入 罐顶汽水分离器,液体返回所述第一反应室,气体至综合利用装置。
作为优选,所述第二层三相分离器下面设置有循环水集水箱,所述第一反应室和所述第二反应室处理的渗滤液经收集后进入循环水集水箱,经所述循环水集水箱排出反应器后,返回到反应器底部循环使用,以实现反应器外部循环。
作为优选,所述循环集水管(经过管道)与外循环水泵连接,所述外循环泵的出水与所述厌氧反应器进水混合分布在反应器底部。
作为优选,所述厌氧反应器底部设置有布水箱,所述布水箱与反应器中的内循环管相连,所述布水箱上设置4-8个喷嘴。
作为优选,所述喷嘴的管径为25-50mm。
作为优选,所述喷嘴与水平方向的角度为20-45°。
作为优选,所述厌氧反应器底部设置布水管,所述布水管为穿孔管。
作为优选,所述布水管距离池体底部300-500mm。
作为优选,所述布水管上穿孔直径为20mm-50mm之间。
在本实用新型中针对现有技术存在的问题,开发一种适用于焚烧电厂渗滤液处理的高效的厌氧反应器,该反应器具有较大的高径比,容积负荷大,是传统厌氧反应器的1.5~3倍;采用双层三相分离器,相当于两个UASB串联,解决出水带泥问题;采用出水外循环提高罐内上升流速,起到均匀搅拌及保持上层反应室一定的污泥浓度;采用罐内内循环,节约运行费用等优点用以克服现有技术存在的不足。