
申请日2013.03.15
公开(公告)日2014.09.17
IPC分类号C07C51/42; C07C53/08
摘要
侧线脱尘精馏法回收乙烯酮废水中醋酸的方法,它涉及一种回收醋酸的方法;它的回收步骤为:以有机溶剂与无机盐的混合物为萃取剂,将其从萃取塔下部送入塔内与从萃取塔上部流入塔内的原料液逆向接触完成萃取;萃取分离后,萃取塔塔釜得到的萃余相中醋酸质量含量低于0.5%,经回收无机盐后,控制有机物含量达到环保要求后可直接排放;再将萃取塔塔顶萃取相送至共沸蒸馏塔中上部,与从共沸蒸馏塔下部进入的共沸剂进行共沸蒸馏,它能有效的处理醋酸水溶液,分离后得到质量分数为97.80%以上的醋酸,整个收率达97%以上,不仅工艺简单,分离效率高,易于得到高品质醋酸,且整个过程萃取剂损失少,能耗低,节约生产成本,不易污染环境。
权利要求书
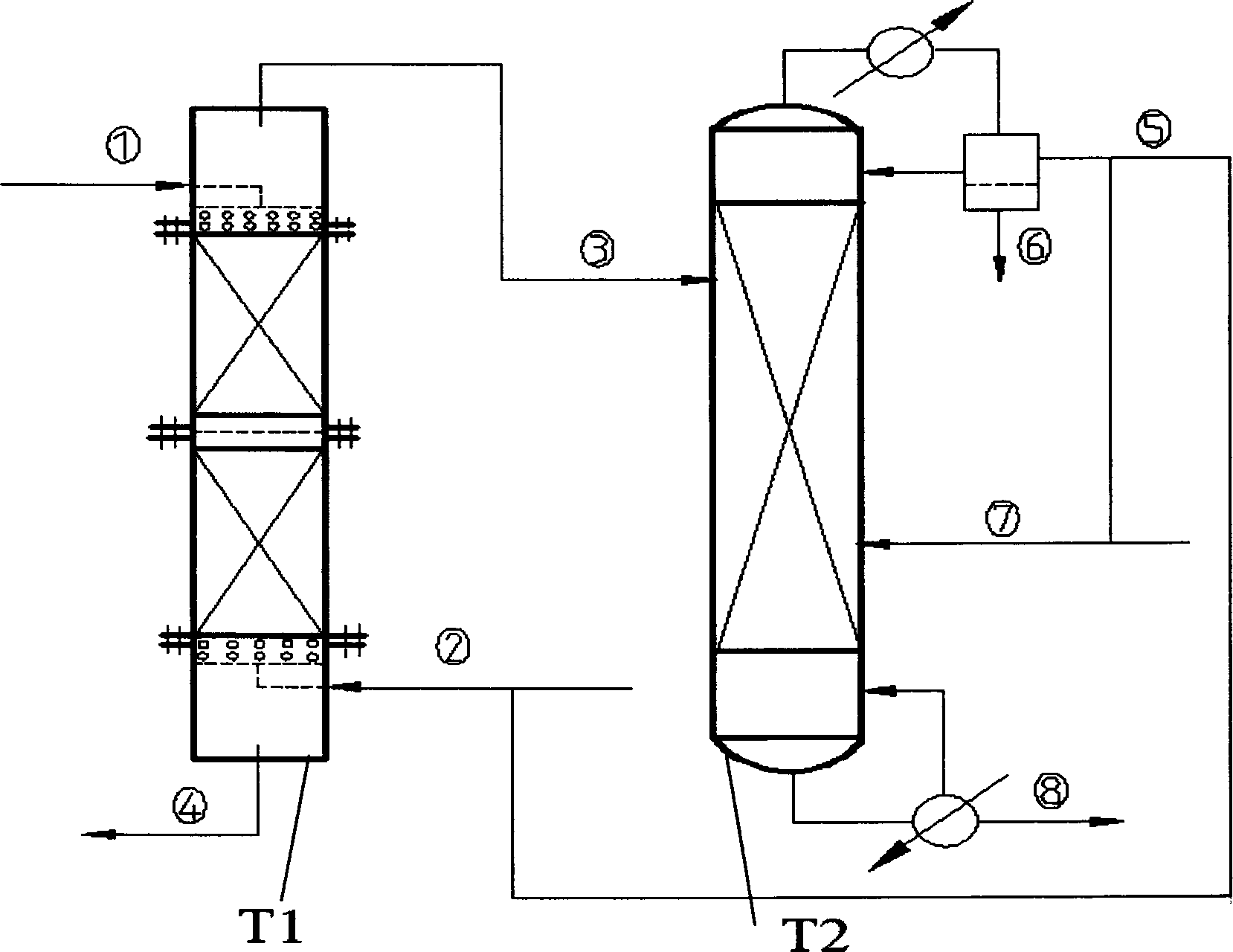
1.侧线脱尘精馏法回收乙烯酮废水中醋酸的方法,其特征在于 它的回收步骤为:以有机溶剂与无机盐的混合物为萃取剂,将其从萃 取塔(T1)下部送入塔内与从萃取塔(T1)上部流入塔内的原料液逆向 接触完成萃取;萃取分离后,萃取塔(T1)塔釜得到的萃余相中醋酸质 量含量低于0.5%,经回收无机盐后,控制有机物含量达到环保要求 后可直接排放;再将萃取塔(T1)塔顶萃取相送至共沸蒸馏塔(T2)中上 部,与从共沸蒸馏塔(T2)下部进入的共沸剂进行共沸蒸馏,共沸蒸馏 塔(T2)塔顶得到共沸剂和水的馏分,经冷凝器冷凝后进入分相器静置 分层,分别得到含微量有机物的水相和含大量共沸剂的有机相,该有 机相一部分作为回流液流入塔内,另一部分返回萃取塔(T1)下部与萃 取剂混合后循环使用,共沸蒸馏塔(T2)塔釜得到质量分数为97.80% 以上的醋酸,整个收率达97%以上。
2.根据权利要求1所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于它的具体回收的步骤为:
(A)、原料液从所述萃取塔(T1)的上部进入塔内,与从原料液下 方流入萃取塔(T1)内部的萃取剂逆向接触,进行逆流萃取,原料液与 萃取剂的质量比为1~3∶1;
(B)、萃取塔(T1)的萃取相和萃余相在萃取塔(T1)中的静置停留 时间均为15分钟;
(C)、萃取塔(T1)塔釜得到的萃余相中醋酸质量含量低于0.5%, 经回收无机盐后,控制有机物含量达到环保要求后可直接排放;
(D)、萃取相经共沸蒸馏塔(T2)处理后,共沸蒸馏塔(T2)塔顶得 到共沸剂和水的馏分,经冷凝器冷凝后进入分相器静置分层,分别得 到含微量有机物的水相和含大量共沸剂的有机相,该有机相一部分作 为回流液流入塔内,另一部分返回萃取塔(T1)下部与萃取剂混合后循 环使用;
(E)、共沸蒸馏塔(T2)塔釜得到质量分数为97.80%以上的醋酸, 整个收率达97%以上。
3.根据权利要求2所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于所述的步骤(A)中原料液与萃取剂的质量比为 1∶1。
4.根据权利要求2所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于所述的步骤(D)中萃取相经共沸蒸馏塔(T2)处 理时,共沸蒸馏塔(T2)塔顶温度为79.3~81.2℃,塔釜温度为 116.5~117.8℃,回流比为2~5。
5.根据权利要求2所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于所述的萃取剂中醋酸丙酯与正丙醇的质量比为 1∶0.5~9。
6.根据权利要求2所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于所述的萃取剂中MgCl2的加入质量为0.2~ 0.55g。
7.根据权利要求2所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于所述的共沸剂中醋酸丙酯与正丙醇的质量比为 1∶0.5~1。
8.根据权利要求2所述的侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,其特征在于所述的共沸蒸馏时共沸剂与进入共沸精馏塔的 萃取相的质量比为0.5~1∶1~3。
说明书
侧线脱尘精馏法回收乙烯酮废水中醋酸的方法
技术领域:
本发明涉及一种回收醋酸的方法,具体涉及一种侧线脱尘精馏法 回收乙烯酮废水中醋酸的方法。
背景技术:
醋酸是一种重要的化工原料,广泛用于合成纤维、涂料、医药、 农药、食品添加剂、染织等工业,是国民经济的一个重要组成部分。 当前,整个世界范围内醋酸的年产量约为500万吨,其中约一半是由 美国生产的;欧洲的年产量大约是100万吨,但是在不断减少;日本 的年产量大约是70万吨。世界上每年醋酸的消耗量约为650万吨, 除了上面提及的500万吨外,其余的150万吨均为回收循环再利用。 在醋酸裂解生产乙烯酮的过程中,每消耗1吨醋酸,约产生0.5吨醋 酸废水,其组成和质量含量如图1所示,在回收醋酸裂解生产乙烯酮 过程中产生的醋酸废水时,由于醋酸回收工艺存在能耗大、处理成本 高、回收的醋酸品质不理想等问题。因此,若能解决上述存在的系列 问题,使回收的醋酸能够达到循环再利用的要求,将直接影响到醋酸 裂解生产乙烯酮生产规模的扩大和生产成本的降低,以及涉及的环境 保护等一系列问题。
发明内容:
本发明的目的是提供一种侧线脱尘精馏法回收乙烯酮废水中醋 酸的方法,它能有效的处理醋酸水溶液,分离后得到质量分数为 97.80%以上的醋酸,整个收率达97%以上,不仅工艺简单,分离效率 高,易于得到高品质醋酸,且整个过程萃取剂损失少,能耗低,节约 生产成本,不易污染环境。
为了解决背景技术所存在的问题,本发明是采用如下技术方案: 它的回收步骤为:以有机溶剂与无机盐的混合物为萃取剂,将其从萃 取塔T1下部送入塔内与从萃取塔T1上部流入塔内的原料液逆向接触 完成萃取。萃取分离后,萃取塔T1塔釜得到的萃余相中醋酸质量含 量低于0.5%,经回收无机盐后,控制有机物含量达到环保要求后可 直接排放。再将萃取塔T1塔顶萃取相送至共沸蒸馏塔T2中上部,与 从共沸蒸馏塔T2下部进入的共沸剂进行共沸蒸馏,共沸蒸馏塔T2塔 顶得到共沸剂和水的馏分,经冷凝器冷凝后进入分相器静置分层,分 别得到含微量有机物的水相和含大量共沸剂的有机相,该有机相一部 分作为回流液流入塔内,另一部分作为共沸剂或返回萃取塔T1下部 与萃取剂混合后循环使用,共沸蒸馏塔T2塔釜得到质量分数为 97.80%以上的醋酸,整个收率达97%以上。
它的具体回收的步骤为:
(A)、原料液从所述萃取塔T1的上部进入塔内,与从原料液下方 流入萃取塔T1内部的萃取剂逆向接触,进行逆流萃取,原料液与萃 取剂的质量比为1~3∶1;
(B)、萃取塔T1的萃取相和萃余相在萃取塔T1中的静置停留时 间均为15分钟;
(C)、萃取塔T1塔釜得到的萃余相中醋酸质量含量低于0.5%,经 回收无机盐后,控制有机物含量达到环保要求后可直接排放;
(D)、萃取相经共沸蒸馏塔T2处理后,共沸蒸馏塔T2塔顶得到 共沸剂和水的馏分,经冷凝器冷凝后进入分相器静置分层,分别得到 含微量有机物的水相和含大量共沸剂的有机相,该有机相一部分作为 回流液流入塔内,另一部分返回萃取塔T1下部与萃取剂混合后循环 使用;
(E)、共沸蒸馏塔T2塔釜得到质量分数为97.80%以上的醋酸,整 个收率达97%以上。
所述的萃取剂为醋酸丙酯或醋酸丙酯-无机盐或醋酸丙酯-正丙 醇-无机盐或醋酸异丙酯或醋酸异丙酯-无机盐或醋酸异丙酯-异丙醇 -无机盐或醋酸丁酯或醋酸丁酯-无机盐或醋酸丁酯-正丁醇-无机盐 或醋酸异丁酯或醋酸异丁酯-无机盐或醋酸异丁酯-异丁醇-无机盐或 醋酸仲丁酯或醋酸仲丁酯-无机盐或醋酸仲丁酯-仲丁醇-无机盐或任 意两种或任意两种以上的复合。
所述的萃取剂中无机盐为LiCl或NaCl或CaCl2或MgCl2或AlCl3或Na2SO4或任意两种或任意两种以上的混合物。
所述的共沸剂为醋酸丙酯-正丙醇。
所述的步骤(A)中原料液与萃取剂的质量比为1∶1。
所述的步骤(D)中萃取相经共沸蒸馏塔T2处理时,共沸蒸馏塔T2 塔顶温度为79.3~81.2℃,塔釜温度为116.5~117.8℃,回流比为 2~5。
所述的萃取剂为醋酸丙酯-正丙醇-MgCl2或醋酸丙酯-正丙醇 -Na2SO4的混合物。
所述的萃取剂中醋酸丙酯与正丙醇的质量比为1∶0.5~9。
所述的萃取剂中MgCl2的加入质量为0.2~0.55g。
所述的共沸剂中醋酸丙酯与正丙醇的质量比为1∶0.5~1。
所述的共沸蒸馏时共沸剂与进入共沸精馏塔的萃取相的质量比 为0.5~1∶1~3。
本发明具有以下优点:能有效的处理醋酸水溶液,分离后得到质 量分数为97.80%以上的醋酸,整个收率达97%以上,不仅工艺简单, 分离效率高,易于得到高品质醋酸,且整个过程萃取剂损失少,能耗 低,节约生产成本,不易污染环境。