
申请日2014.11.03
公开(公告)日2015.02.25
IPC分类号C10L3/08; C10J3/84; C10J3/72; C10J3/00
摘要
风、光弃电和工业有机废水用于煤制天然气的系统及方法,用大规模弃风电或者是弃光电作为水电解设备的工作电源,将工业有机废水中的有机物通过电解的方式降解或分解,并在电极两端分别得到大量的副产物氧气和氢气。其中,氧气作为煤气化工艺中的原料气,氢气直接用来还原煤气化中产生的大量二氧化碳以及调节混合器中精煤气的氢碳比,通过甲烷化反应制成天然气;本发明优化升级新型煤制天然气工艺,通过新旧能源产业的结合互补,提高煤化工的产率,降低二氧化碳的排放和生产工艺中的能耗,实现煤制天然气工艺的节能环保和高效益。
权利要求书
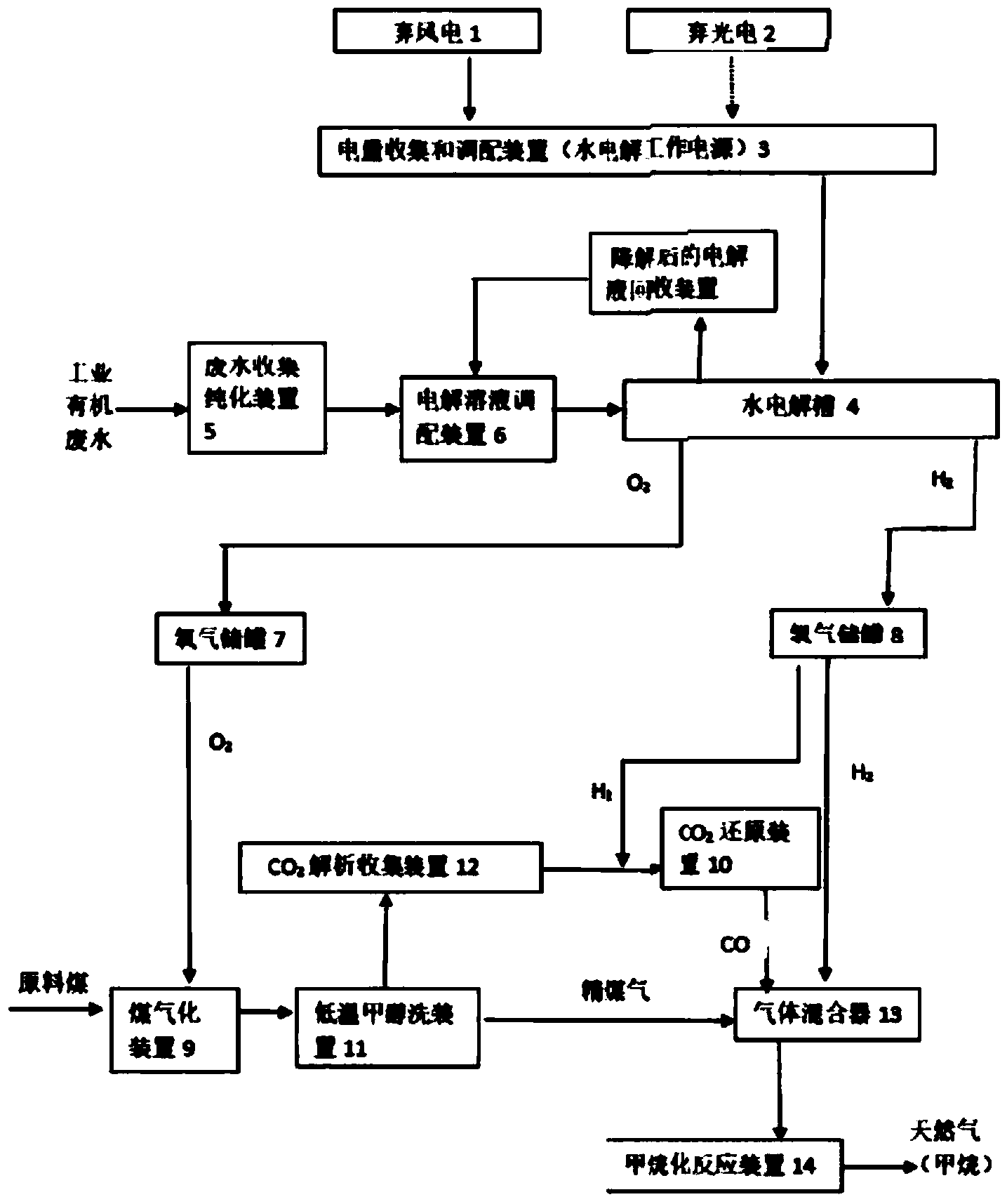
1.风、光弃电和工业有机废水用于煤制天然气的系统,其特征在于:包 括收集弃风电(1)和弃光电(2)的电量收集和调配装置(3),和电量收集和 调配装置(3)连接的水电解槽(4),废水收集纯化装置(5)通过电解溶液调 配装置(6)连接水电解槽(4),水电解槽(4)的阳极连接氧气储罐(7),阴 极连接氢气储罐(8),氧气储罐(7)的出口依次连接煤气化装置(9)、低温甲 醇洗装置(11)和气体混合器(13),气体混合器(13)的入口和氢气储罐(8) 的出口连接,在低温甲醇洗装置(11)与气体混合器(13)间依次连接有二氧 化碳解析收集装置(12)和二氧化碳还原装置(10),二氧化碳还原装置(10) 的入口还与氢气储罐(8)的出口连接,气体混合器(13)的出口连接甲烷化反 应装置(14)。
2.根据权利要求1所述的风、光弃电和工业有机废水用于煤制天然气的系 统,其特征在于:所述水电解槽(4)和电解溶液调配装置(6)间设置有降解 后的电解液回收装置。
3.权利要求1所述系统将风、光弃电和工业有机废水用于煤制天然气的方 法,其特征在于:包括如下步骤:
步骤1:将弃风电(1)和弃光电(2)通过电量收集和调配装置(3)收集 起来作为水电解槽(4)的工作电源;
步骤2:将工业有机废水通过废水收集纯化装置(5)进行废水预处理后, 通入电解溶液调配装置(6)中,加入氢氧化钾,配比成氢氧化钾质量浓度为20% -30%的碱性溶液作为通入水电解槽(4)的电解水溶液;
步骤3:通过电量收集和调配装置(3)向水电解槽(4)施加不高于10V 的直流电压,水电解槽(5)阳极生成的氧气和阴极生成的氢气分别通入氧气储 罐(7)和氢气储罐(8);在氧气储罐(7)和氢气储罐(8)出口处安装有压缩 机、换热器和流量调节阀;根据煤气化工序的要求调解氧气出口的温度、压力 和流量,根据二氧化碳还原反应的要求调解氢气出口的温度、压力和流量;
步骤4:将从氧气储罐(7)出来的氧气和水蒸气混合作为气化剂通入煤气 化装置(9),气化剂在煤气化装置(9)内与煤接触反应生成了富含一氧化碳、 氢气和二氧化碳的粗煤气;煤的性质决定了煤气化装置(9)的种类,决定了煤 与气化剂结合反应的方式以及粗煤气中各种组分气体的质量百分比;
步骤5:将生成的粗煤气通过压缩机压缩、换热器冷却后,通入低温甲醇洗 装置(11)进行脱二氧化碳和脱硫处理;
步骤6:将低温甲醇洗装置(11)中的吸收剂在二氧化碳解析收集装置(12) 中经过升温减压的方式将粗煤气里被吸收的二氧化碳解析并收集起来,此时的 气体为精煤气;
步骤7:然后将二氧化碳解析收集装置(12)收集起来的二氧化碳通入到二 氧化碳还原装置(10)中与氢气储罐(8)中的氢气发生二氧化碳还原反应得到 目标产物一氧化碳,并将一氧化碳通入气体混合器(13)与脱硫后的精煤气混 合形成混合精煤气;
步骤8:使用在线检测设备检测混合精煤气氢碳比,根据合成天然气所需要 的最优氢碳比,控制调节氢气储罐(8)中的氢气流量,氢气与步骤7形成的混 合精煤气在气体混合器(13)中混合后,通入合成塔后通过甲烷化反应装置(14) 合成目标产物天然气。
4.根据权利要求3所述的方法,其特征在于:在多风季节采用“弃风电” 供电为主,弃光电作为补充;在弱风或无风季节采用“弃光电”为主,弃风电 作为补充。
5.根据权利要求3所述的方法,其特征在于:从所述氧气储罐(7)中流 入煤气化装置(9)中的氧气需要通过氧气压缩机加压到至少10MPa以上,同 时通过换热器升温到90℃以上。
6.根据权利要求3所述的方法,其特征在于:从所述氢气储罐(8)中流 入二氧化碳还原装置(10)中的氢气需要通过换热器换热升温到200℃~600℃ 之间,且氢气的压力不超过5MPa。
7.根据权利要求3所述的方法,其特征在于:步骤5所述的将生成的粗煤 气通过压缩机压缩、换热器冷却是指将粗煤气通过压缩机压缩到5MPa以上、 换热器冷却至-30℃~-70℃之间后通入低温甲醇洗装置(11)进行脱二氧化 碳和脱硫处理。
8.根据权利要求3所述的方法,其特征在于:步骤6所述的在二氧化碳解 析收集装置(12)中将粗煤气里被吸收的二氧化碳进行升温减压是指将参与反 应的二氧化碳在进入二氧化碳还原装置(10)之前必须加热到200℃~600℃ 以上,且压强低于5MPa。
9.根据权利要求3所述的方法,其特征在于:步骤8所述的氢气与步骤7 形成的混合精煤气在气体混合器(13)中混合后预热到250℃以上。
说明书
风、光弃电和工业有机废水用于煤制天然气的系统及方法
技术领域
本发明涉及一种可再生能源收集和利用的方法,具体涉及一种风、光弃电 和工业有机废水用于煤制天然气的系统及方法。
背景技术
我国经济近年来一直保持着稳定快速的增长势头,工业、农业、第三产业 服务业和高新技术产业发展迅速,人民生活水平不断提高;同时,对传统能源 的需求和使用也大幅提高。目前,我国已经是全球第二大石油消费国,对于石 油进口的依赖程度也是逐年增加。我国也是煤炭生产与消费的主要贡献者,总 量均接近全球的1/2,这也是造成国内环境问题,特别是雾霾天气频出的主要原 因之一。我国已经逐步开始调整能源结构,近年来积极推进可再生能源的发展, 努力提高可再生能源在我国能源消费结构中的比重,希望可以缓解我国能源需 求增长过快的压力和改善生态环境。在近十年里,风能发电和光伏发电在新能 源领域中发展迅速。截至2013年底,我国风电装机容量已经达到约9174万千 瓦,光电装机也已经达到1479万千瓦,均居世界第一位。但是,也出现了风能、 光能等新能源建设产能过剩的问题,导致发电难以送出,出现了较为严重的弃 风、弃光问题。国家能源局的一项统计显示,2013年,我国风电平均弃风率为 10%,而从重点区域来看,弃风率在25%以上,如内蒙古和东北的不少地方, 弃风率在35%―40%。因此,如何充分有效利用我们的新能源,特别是如何消 纳那些弃风弃光是一个急需解决的重要课题。
我国煤化工产业大,品种多,生产规模较大,煤气化过程需要的氧气和后 续的调节碳氢比的需要的氢气量很大,导致排放的二氧化碳量大。而且煤化 工的空分和自备电厂是污染排放的主要来源、目前国内传统的碳一化工产品市 场已进入饱和期且传统煤化工带来的环境污染问题日益严重,很多地方环境容 量饱和,后续发展乏力,这种情况需要急切改变。现代新型煤化工是一种相 对清洁、绿色和环保的新兴产业,它是以石油替代为目标,希望可以改变我国 能源储备“多煤、少气、少油”的现状以及缓解传统煤化工对环境造成的污染。虽 然现代新型煤化工总体上有利于提高煤的利用效率,但在生产过程中,相比于 传统煤化工,现代煤化工的环境污染更多的是从一个技术环节转移到另一个技 术环节,二氧化碳等温室气体、废渣和废水的排放问题并未得到根本解决。废 水的有效处理和温室气体的大量排放已经成了制约现代煤化工进一步发展的重 要屏障。发展绿色环保且高效的煤化工工艺,已经成了目前的当务之急。
现代新型煤制天然气是现代煤化工产业中重要的组成部分,典型的现代煤 制气工艺流程包括煤气化、变换反应(耐硫宽温变换)、低温甲醇洗、甲烷化等 工序,如图1所示。煤气化工艺中,制造粗煤气的主要反应物是煤、蒸汽和氧 气。煤气化反应中需要的氧气主要是通过空分装置提供,但是空分装置的设备 投资和运行成本都很大,这大大增加了煤制天然气工艺的成本。除此之外,煤 气化过程中污染物排放,尤其是二氧化碳的大量产生会引发各种环境问题,回 收利用二氧化碳意义重大。变换反应(耐硫宽温变换)是用来调节粗煤气中的 氢碳比的。通常情况下煤气化制得的粗煤气中氢碳比太低,根据化学反应方程 式(1)可知,氢气与一氧化碳合成甲烷的化学当量比为3。因此,在煤气化工 序后必须要引入变换反应来增加氢气的物质的量,达到调节氢碳比的目的。然 而,用这种方式来调节氢碳比存在着明显的缺点:(1)根据化学反应方程式(2), 变换反应(耐硫宽温变换)必然要消耗大量的水,并且产生大量的温室气体二 氧化碳;(2)为了生成更多的氢气,需要消耗更多的一氧化碳,这降低了碳的 有效转化率,影响了最终的甲烷产率;(3)变换反应需要在至少5MPa的压强 和300℃~600℃高温高压条件下才能很好的进行,能耗大且不易控制。对于 现代新型煤制气工艺,煤气化和变换反应是两个主要的工序,煤制油、煤制甲 醇等工艺也存在着类似的问题。
开发一种绿色的技术给现代新型煤制天然气工艺提供必需的氧气和氢气,将完 全有可能避免使用高能耗的空分装置和变换反应装置。水电解制氢氧技术已经 是工业上非常成熟的技术,能够提供氧气和氢气,但是由于其能耗过高,因此 在工业界始终没有大规模的应用。
发明内容
为了克服上述现有技术存在的问题,本发明的目的在于提供一种风、光弃 电和工业有机废水用于煤制天然气的系统及方法,优化升级新型煤制天然气工 艺,通过新旧能源产业的结合互补,提高煤化工的产率,降低二氧化碳的排放 和生产工艺中的能耗,实现煤制天然气工艺的节能环保和高效益。
为达到以上目的,本发明采用如下技术方案:
风、光弃电和工业有机废水用于煤制天然气的系统,包括收集弃风电1和 弃光电2的电量收集和调配装置3,和电量收集和调配装置3连接的水电解槽4, 废水收集纯化装置5通过电解溶液调配装置6连接水电解槽4,水电解槽4的阳 极连接氧气储罐7,阴极连接氢气储罐8,氧气储罐7的出口依次连接煤气化装 置9、低温甲醇洗装置11和气体混合器13,气体混合器13的入口和氢气储罐8 的出口连接,在低温甲醇洗装置11与气体混合器13间依次连接有二氧化碳解 析收集装置12和二氧化碳还原装置10,二氧化碳还原装置10的入口还与氢气 储罐8的出口连接,气体混合器13的出口连接甲烷化反应装置14。
所述水电解槽4和电解溶液调配装置6间设置有降解后的电解液回收装置。
上述所述系统将风、光弃电和工业有机废水用于煤制天然气的方法,包括 如下步骤:
步骤1:将弃风电1和弃光电2通过电量收集和调配装置3收集起来作为水 电解槽4的工作电源;
步骤2:将工业有机废水通过废水收集纯化装置5进行废水预处理后,通入 电解溶液调配装置6中,加入氢氧化钾,配比成氢氧化钾质量浓度为20%-30% 的碱性溶液作为通入水电解槽4的电解水溶液;
步骤3:通过电量收集和调配装置3向水电解槽4施加不高于10V的直流 电压,水电解槽5阳极生成的氧气和阴极生成的氢气分别通入氧气储罐7和氢 气储罐8;在氧气储罐7和氢气储罐8出口处安装有压缩机、换热器和流量调节 阀;根据煤气化工序的要求调解氧气出口的温度、压力和流量,根据二氧化碳 还原反应的要求调解氢气出口的温度、压力和流量;
步骤4:将从氧气储罐7出来的氧气和水蒸气混合作为气化剂通入煤气化装 置9,气化剂在煤气化装置9内与煤接触反应生成了富含一氧化碳、氢气和二氧 化碳的粗煤气;煤的性质决定了煤气化装置9的种类,决定了煤与气化剂结合 反应的方式以及粗煤气中各种组分气体的质量百分比;
步骤5:将生成的粗煤气通过压缩机压缩、换热器冷却后,通入低温甲醇洗 装置11进行脱二氧化碳和脱硫处理;
步骤6:将低温甲醇洗装置11中的吸收剂在二氧化碳解析收集装置12中经 过升温减压的方式将粗煤气里被吸收的二氧化碳解析并收集起来,此时的气体 为精煤气;
步骤7:然后将二氧化碳解析收集装置12收集起来的二氧化碳通入到二氧 化碳还原装置10中与氢气储罐8中的氢气发生二氧化碳还原反应得到目标产物 一氧化碳,并将一氧化碳通入气体混合器13与脱硫后的精煤气混合形成混合精 煤气;
步骤8:使用在线检测设备检测混合精煤气氢碳比,根据合成天然气所需要 的最优氢碳比,控制调节氢气储罐8中的氢气流量,氢气与步骤7形成的混合 精煤气在气体混合器13中混合后,通入合成塔后通过甲烷化反应装置14合成 目标产物天然气。
在多风季节采用“弃风电”供电为主,弃光电作为补充;在弱风或无风季 节采用“弃光电”为主,弃风电作为补充。
从所述氧气储罐7中流入煤气化装置9中的氧气需要通过氧气压缩机加压 到至少10MPa以上,同时通过换热器升温到90℃以上。
从所述氢气储罐8中流入二氧化碳还原装置10中的氢气需要通过换热器换 热升温到200℃~600℃之间,且氢气的压力不超过5MPa。
步骤5所述的将生成的粗煤气通过压缩机压缩、换热器冷却是指将粗煤气 通过压缩机压缩到5MPa以上、换热器冷却至-30℃~-70℃之间后通入低温 甲醇洗装置11进行脱二氧化碳和脱硫处理。
步骤6所述的在二氧化碳解析收集装置12中将粗煤气里被吸收的二氧化碳 进行升温减压是指将参与反应的二氧化碳在进入二氧化碳还原装置10之前必须 加热到200℃~600℃以上,且压强低于5MPa。
步骤8所述的氢气与步骤7形成的混合精煤气在气体混合器13中混合后预 热到250℃以上。
本发明提出的方法实质上将弃风、弃光和工业有机废水利用在现代煤制气 工艺上,事实上这个方法也适用于煤制乙二醇、煤制甲醇、煤制油等多个煤化 工工艺。采用这种方法具有以下突出的优点:
1)利用弃风、弃光电解氧化工业有机废水中的有机物,相对于其他处理有 机废水的方法,这种方式易操作可控,废水处理的速度较快而且还能为煤化工 提供必要的原料气体(氢气和氧气)。
2)风、光弃电协同供电,既提高了风能和光能的利用率,又保证了作为水 电解工作电源的稳定性和可靠性。同时这种利用风、光弃电的模式将有效拓宽 风能和光伏发电等新能源的应用领域,为大力发展新能源发电提供了新的可能 性。
3)因为回收还原煤气化工序产生的二氧化碳且不需要通过一氧化碳水蒸气 变换反应来调节氢碳比,所以理论上由煤气化产生的一氧化碳和二氧化碳都可 以参与最终的甲烷化反应。因此,根据反应方程式和实际反应效率来计算,天 然气的产率将提高一倍以上,二氧化碳的排放将降低至少90%。
4)因为不需要空分或者有效减少空分装置供给煤气化反应需要的氧气,这 样就节省了空分装置的设备投资和运行成本,降低了生产能耗。
5)因为不需要发生变换反应,避免使用需要提供高温高压环境的变换反应 装置。