
申请日2014.02.26
公开(公告)日2015.11.25
IPC分类号C02F11/02; C02F101/30; C02F11/04
摘要
本发明公开了一种有机污泥高温微好氧-厌氧消化装置,在装置内有机污泥首先进行高温微好氧消化过程,高温微好氧消化结束后,消化后的污泥从出料口通过管道进入pH值调节池,向pH值调节池中投入碱液调节池中物料的pH,污泥在池中停留3~5h以释放污泥中的溶解氧;然后污泥由泵送入厌氧发酵反应器停留6~20天完成厌氧消化过程。本发明的有机污泥消化过程的前半段是自热式高温微好氧消化过程,而不是自热式高温好氧消化过程;自热式高温微好氧消化过程供给的空气量有限,在氧限制条件下,很容易产生VFA,而VFA在厌氧条件下,很容易产甲烷;这样既利于后半段厌氧消化过程对污泥的进一步消化产生甲烷,又能减少曝气量,降低能耗。
权利要求书
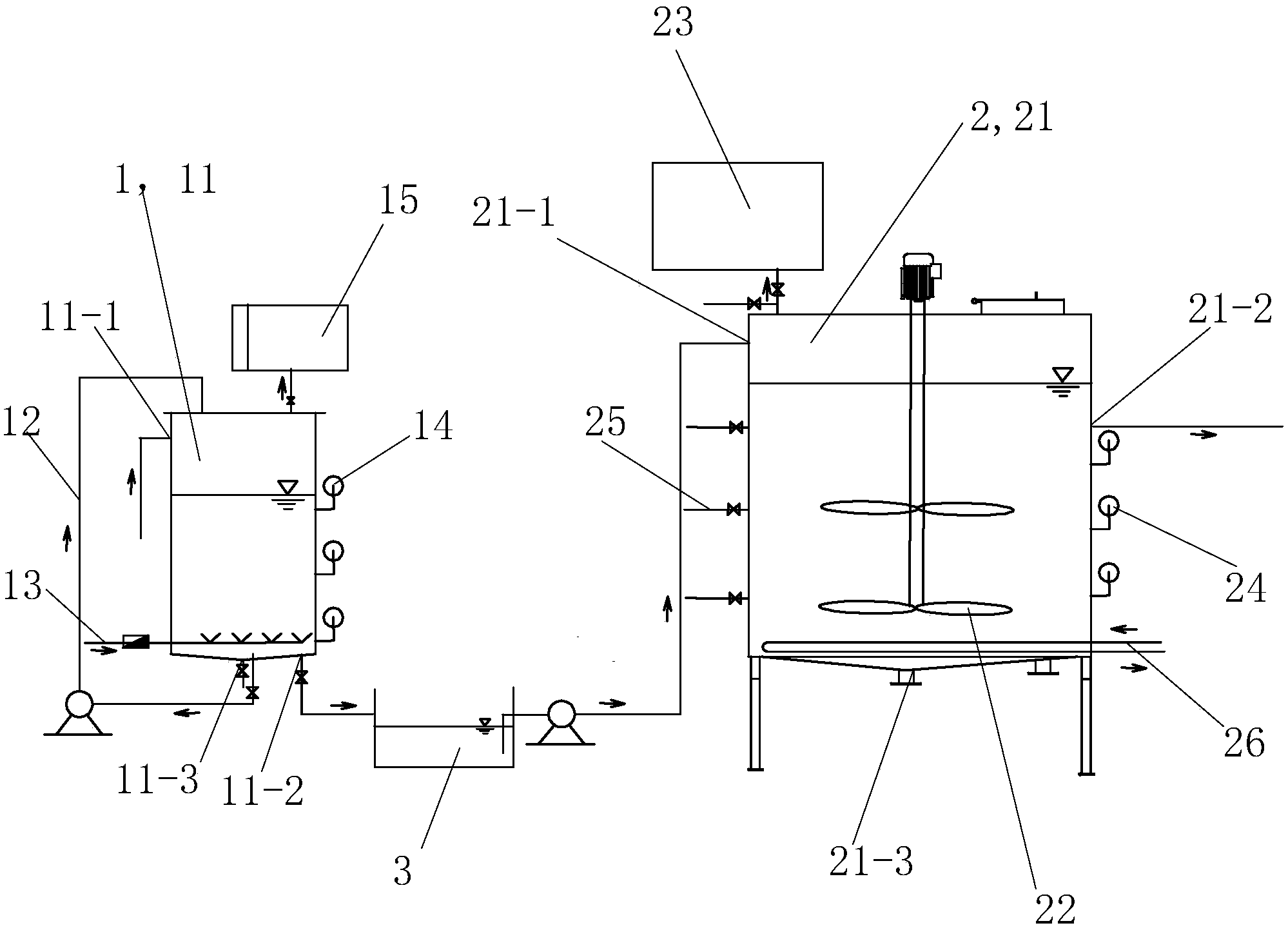
1.一种有机污泥高温微好氧-厌氧消化装置,包括高温好氧反应器和厌氧发酵反应器(2),其特征在于:还包括pH值调节池(3);所述高温好氧反应器为自热式高温微好氧反应器(1);pH值调节池(3)设置在高温微好氧反应器(1)和厌氧发酵反应器(2)之间,自热式高温微好氧反应器(1)的出料口通过管道与pH值调节池(3)相通,pH值调节池(3)通过管道与泵与厌氧发酵反应器(2)的进料口相连通;
自热式高温微好氧反应器(1)包括反应罐(11)、污泥回流系统(12)、曝气系统(13)、温度传感器(14)和气体吸收处理装置(15);反应罐(11)的外周设有保温层,反应罐(11)设有进料口(11-1)、出料口(11-2)和放空口(11-3),进料口(11-1)设置在反应罐(11)的上端,出料口(11-2)和放空口(11-3)设置在反应罐(11)的底部;反应罐(11)内部设有进料区、反应区和出料区,所述进料区在上部、反应区在中部、出料区在下部;所述污泥回流系统(12)设置在反应罐(11)外部,包括下段管路、污泥回流泵和上段管路;下段管路、污泥回流泵、上段管路和反应罐形成一个相通的回路;曝气系统(13)包括有曝气管、曝气头、压力表,曝气管布置在反应罐(11)的底部;温度传感器(14)在反应罐(11)的上部、中部、下部各设置一个;气体吸收处理装置(15)设置在反应罐(11)的上方,通过管道与反应罐(11)的内部相通。
2.根据权利要求1所述的有机污泥高温微好氧-厌氧消化装置,其特征在于:厌氧发酵反应器(2)包括厌氧发酵反应罐(21)、搅拌器(22)、气体收集过滤器(23)、温度传感器(24)、气体取样管(25)和循环水管路(26);
厌氧发酵反应罐(21)内设三个区域,依次分为进料区、反应区和出料区,进料区设在上部,反应区设在底部,出料区设在中部;
搅拌器(22)包括电机、杆轴和搅拌桨叶,电机固定设置在厌氧发酵反应罐(21)的上方,杆轴从上向下穿入厌氧发酵反应罐(21)内部,搅拌桨叶在杆轴上设置两层,其中下层的搅拌桨叶设置在厌氧发酵反应罐(21)的底部,上层的搅拌桨叶设置在厌氧发酵反应罐(21)内有效水深的中部;
气体收集过滤器(23)设置在反应罐(21)的上方,通过管道与反应罐21的内部相通;
循环水管路(26)设置在厌氧发酵反应罐(21)底部,通过管道与锅炉连接,锅炉的燃气灶通过管道与气体收集过滤器(23)的出气口相连通。
说明书
有机污泥高温微好氧-厌氧消化装置
本申请是申请号为201410067635.3,申请日为2014年2月26日,发明创造名称为“有机污泥高温微好氧-厌氧消化装置和方法”的发明专利申请的分案申请。
技术领域
本发明涉及固体废弃物的处理领域,具体涉及一种有机污泥高温微好氧-厌氧消化装置。
背景技术
随着我国社会经济和城市化的发展,城市污水的数量在不断增长。据预测,2010年我国城市污水排放量将达到440亿m3/d;2020年将达到536亿m3/d。目前我国污水处理量和处理率虽然不高,但城市污水处理厂每年排放干污泥大约30万吨,而且还以每年10%的速度增长[2]。我国现有污水处理厂,存在重水轻泥现象,有很大一部分污泥没有稳定化处理和无害化处理,污泥处理设施也没有有效运行,污泥没有得到妥善处置,导致环境污染,抑制了城市污水厂的长期可持续发展。目前,如何有效处理城市污泥是国际范围内污(废)水处理领域中所面临的最为重要而复杂的问题。
污泥消化技术通过微生物对有机物进行降解达到污泥的稳定化和无害化。现有的污泥消化工艺主要有传统好氧消化工艺、常规中温厌氧消化工艺、两级厌氧消化工艺、缺氧/好氧消化工艺、自热高温好氧消化工艺、两段高温好氧/中温厌氧消化工艺。
其中的两段高温好氧/中温厌氧消化工艺将自热高温好氧消化工艺与中温厌氧消化工艺相结合,先以一段高负荷自热高温好氧消化工艺系统对污泥进行预处理后再进入中温厌氧反应器。该工艺可显著提高对病原菌的去除率和后续中温厌氧消化运行的稳定性,但是该工艺尚处在实验阶段。
例如中国专利文献CN100486722C(申请号200610087577.6)公开了一种两阶段半固态有机废物消化制肥制气工艺,把半固态有机废物在串联的高温微好氧和中温厌氧条件下消化,高温阶段杀灭致病菌、预分解废物,中温阶段主分解废物、产生沼气,最终产物富含腐殖酸、氮、磷、钾;具体步骤是首先半固态有机废物进入高温微好氧消化单元,向高温微好氧消化单元内通入空气,维持高温微好氧消化单元内半固态废物的溶解氧浓度在0.1~0.8mg/L,半固态有机废物再微生物作用下开始分解、消耗氧气并释放反应热,消化液温度可达55℃以上,维持消化液温度55℃~70℃并保持1~3天;从高温微好氧消化单元排出的高温流体静换热器降温后进入第二阶段的中温厌氧消化单元,换热器回收的废热以循环水为载体对中温厌氧消化单元进行保温;中温厌氧消化单元温度维持在35℃~40℃,pH值维持在6.5~8,消化液中的易降解物质不断转化为沼气,第二阶段经过15~20天后,消化最终产物从中温厌氧消化单元排出,进入沉淀贮存器备用或销售。
该制备工艺的高温微好氧阶段存在充氧困难的问题,实际作业中,55℃~70℃的高温条件下,溶解氧浓度很低,而半固体的物质氧传质效率低,充氧非常有限,因此该方法按照文本公开的内容难以达到好氧状态,而无法达到好氧条件的话,第一阶段无法释放足够热量,有机固体容易厌氧酸化,从第一阶段流出的污泥pH值较低,导致第二阶段厌氧消化过程无法产沼气,并且厌氧消化停留时间长;另外按照该方法目前公开的内容,中温厌氧消化温度较难控制到目标温度,这是因为换热器回收的废热量低(即55℃~70℃到35℃~40℃的温差热量很少),难以达到保温作用;厌氧池由于停留时间长,体积庞大,在冬季通过换热器达到保温作用效果就更低。
发明内容
本发明所要解决的技术问题是提供一种有机污泥高温微好氧-厌氧消化装置。
实现本发明目的的技术方案是一种有机污泥高温微好氧-厌氧消化装置,包括高温好氧反应器和厌氧发酵反应器,还包括pH值调节池;所述高温好氧反应器为自热式高温微好氧反应器;pH值调节池设置在高温微好氧反应器和厌氧发酵反应器之间,自热式高温微好氧反应器的出料口通过管道与pH值调节池相通,pH值调节池通过管道与泵与厌氧发酵反应器的进料口相连通。
自热式高温微好氧反应器包括反应罐、污泥回流系统、曝气系统、温度传感器和气体吸收处理装置;所述污泥回流系统设置在反应罐外部,包括下段管路、污泥回流泵和上段管路;下段管路、污泥回流泵、上段管路和反应罐形成一个相通的回路;曝气系统包括有曝气管、曝气头、压力表,曝气管布置在反应罐的底部;温度传感器在反应罐的上部、中部、下部各设置一个;气体吸收处理装置设置在反应罐的上方,通过管道与反应罐的内部相通。
所述厌氧发酵反应器包括反应罐、搅拌器、气体收集过滤器、温度传感器、气体取样管和循环水管路。搅拌器包括电机、杆轴和搅拌桨叶,电机固定设置在反应罐的上方,杆轴从上向下穿入反应罐内部,搅拌桨叶在杆轴上设置两层,其中下层的搅拌桨叶设置在反应罐的底部,上层的搅拌桨叶设置在反应罐内有效水深的中部。
循环水管路设置在反应罐底部,通过管道与锅炉连接,锅炉的燃气灶通过管道与气体收集过滤器的出气口相连通。
一种如上所述的有机污泥高温微好氧-厌氧消化装置的消化方法,包括以下步骤:
①菌种的驯化,菌种的驯化在自热式高温微好氧反应器的反应罐中进行,驯化得到的含有菌种的种泥留1/4~1/2在反应罐内部。
②有机污泥的高温微好氧消化过程;打开污泥输送泵,向自热式高温微好氧反应器的反应罐中送入有机污泥,有机污泥的输送量为反应罐的剩余有效体积;开启污泥回流系统和曝气系统,有机污泥开始高温微好氧消化过程,污泥在自热式高温微好氧反应器中停留2~3天完成高温微好氧消化过程;消化温度维持在45℃~65℃之间。
高温微好氧消化结束后,消化后的污泥从出料口通过管道进入pH值调节池,向pH值调节池中投入碱液,将pH值调节池中的物料的pH值调到6.8~7.2之间,pH值调节完毕后的污泥在池中停留3~5h以释放污泥中的溶解氧。
③有机污泥的厌氧消化过程;步骤②释放溶解氧的经过高温微好氧消化的污泥由泵送入厌氧发酵反应器停留6~20天完成厌氧消化过程,排出泥经机械脱水后直接农用。
上述步骤②有机污泥的高温微好氧消化过程中,自热式高温微好氧反应器的反应罐中的氧化还原电位ORP为0~-100mv。
上述步骤③有机污泥的厌氧消化过程为中温厌氧消化过程;中温厌氧温度是33℃~35℃,污泥在厌氧发酵反应器中停留10~20天完成厌氧消化过程。
进一步的,若自热式高温微好氧消化后流出的污泥温度超过60℃,将高温微好氧消化后的污泥在pH值调节池中停留时间延长0~40min散热至中温厌氧温度范围;若厌氧池温度达不到中温厌氧温度范围,则减少高温微好氧消化的曝气量、加大污泥回流给机械热量,使得高温微好氧消化温度达到50℃~60℃,保证厌氧池的中温。
可选择的,步骤③有机污泥的厌氧消化过程为高温厌氧消化过程;高温厌氧消化的温度为50℃~55℃,污泥在厌氧发酵反应器中停留6~10天完成厌氧消化过程。
进一步的,高温厌氧消化过程产生的甲烷气体收集并后燃烧产生蒸汽或热水对厌氧发酵反应器供热以维持50℃~55℃的高温,将甲烷燃烧产生的蒸汽或热水通过厌氧发酵反应器底部的循环水管路对反应罐供热,同时打开反应罐的搅拌器。
步骤②中的有机污泥为含固率在4%~7%,挥发性有机固体浓度占60%~90%的液态有机固体废弃物。
本发明具有积极的效果:(1)本发明的有机污泥自热式高温微好氧-厌氧消化装置由自热式高温微好氧反应器和厌氧发酵反应器串联而成。前段自热式高温微好氧反应器通过保温措施,将挥发性有机物好氧消化过程中释放的热量进行保温,加上机械产热,从而使得反应器达到自升温至45℃~65℃,保证高温微好氧消化顺利进行。
后段厌氧发酵反应器中可选择的进行中温消化或高温消化,其中中温厌氧消化利用了自热式高温微好氧反应器流出的污泥自带的热量,不需外加热源,节省成本;而高温厌氧消化的热源一部分来自前段的自热式高温微好氧流出的污泥自带的热量,另一部分热源的来源是燃烧高温厌氧消化产生的甲烷获得,同样不需外加热源,节省成本。厌氧发酵反应器能产具有能源物质的甲烷气体,进行了资源化利用;并且消化后污泥保留了氮磷营养成分,经脱水后可以农用,解决污泥最终出路。
(2)本发明的自热式高温微好氧消化过程保证进泥的含固率为4%~7%、反应器体积大于10m3以上、并且设置适当的曝气量和提供良好的混合作用,同时消化过程中将好氧消化反应释放的热量保留下来,并通过污泥回流供给不超过30%的机械能,从而使得反应器达到并维持45℃~65℃的高温状态,使得高温微好氧消化完成的更有效、彻底。由于是微好氧消化过程,曝气量相对于好氧消化少,反应器内污泥自升温很难达到70度以上;而对于有机污泥高温微好氧-厌氧消化过程,有研究表明,当自热式高温微好氧消化工艺的消化温度超过65℃时,整个消化过程的效果变差,具体表现在VSS去除率较低,为20%~30%。
(3)本发明的有机污泥消化过程的前半段是自热式高温微好氧消化过程,而不是自热式高温好氧消化过程;自热式高温微好氧消化过程供给的空气量有限,在氧限制条件下,很容易产生挥发性脂肪酸(以下简称VFA),而VFA在厌氧条件下,很容易产甲烷;这样既利于后半段厌氧消化过程对污泥的进一步消化产生甲烷,又能减少曝气量,降低能耗。由于前半段时自热式高温微好氧消化过程,加快了厌氧消化进程,一般厌氧消化要达到40多天,或更长时间,但该工艺停留时间可以达到缩短到20天以内。
(4)本发明适用于含固率在4%~7%,挥发性有机固体浓度占60%~90%的液态有机固体废弃物,如城市污泥、家禽养殖厂排放的有机废弃物、厨余、牲口粪便等液态有机物。由于投入反应器内的污泥浓度高,粘度大,需氧量多,而传质进入反应器的氧量有限,因此在自热式高温微好氧反应器中是不完全好氧,即通过好氧菌、兼性菌、厌氧菌的共同作用将挥发性有机物降解,然后进入厌氧反应器发酵产甲烷,消化后污泥经脱水,可作为肥料的有机固体,解决了有机污泥最终出路问题。
(5)本发明自热式高温微好氧消化后的污泥在pH值调节池中调节pH值并释放溶解氧,由于自热式高温微好氧消化能产生大量VFA,用于厌氧消化过程产甲烷,但VFA会导致pH值下降,所以,在进入厌氧池之前,要投加碱液,将厌氧消化池中的pH值调到6.8~7.2之间,不要超过7.5。另外,混合池要停留一段时间,是因为从自热式高温微好氧消化池流出的污泥,带有些溶解氧,需要释放出来,不能带入到厌氧池,否则会杀死厌氧菌。pH值调节池还起到调配池作用,便于泵将污泥从pH值调节池中取出,泵入到厌氧发酵反应器中。
(6)本发明的消化装置结构紧凑、操作简单,即可建于地上,也可地埋或半地埋式,节约用地,美化环境。