
申请日2014.07.22
公开(公告)日2014.11.19
IPC分类号G05B19/05; C02F9/14
摘要
本发明公开了一种减少N2O产生的污水处理自动控制装置及其操作方法。本发明的技术方案要点为:一种减少N2O产生的污水处理自动控制装置,包括厌氧处理池、缺氧处理池、好氧处理池和污泥沉淀池,缺氧处理池和好氧处理池之间通过内循环回流泵及管道相连通,厌氧处理池与污泥沉淀池之间通过外循环回流泵及管道相连通,厌氧处理池NO2-检测探头、缺氧处理池NO2-检测探头、好氧处理池NO2-检测探头、溶解氧检测探头、辅助气泵、内循环回流泵和外循环回流泵分别通过导线与PLC电脑控制系统相连接。本发明还公开了该污水处理自动控制装置的操作方法。本发明可广泛应用于各种实际废水处理过程,根据现有污水厂的实际情况进行设备改造安装,简单易行,操作性强。
权利要求书
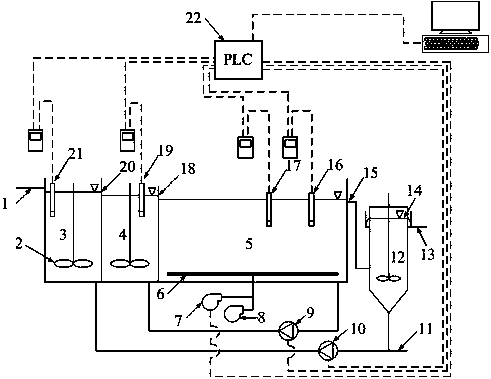
1.一种减少N2O产生的污水处理自动控制装置,包括厌氧处理池、缺氧处理池、好氧处理池和污泥沉淀池,其中厌氧处理池的出水通过厌氧处理池出水口连接缺氧处理池,缺氧处理池的出水通过缺氧处理池出水口连接好氧处理池,好氧处理池的出水通过好氧处理池出水口连接污泥沉淀池,所述的厌氧处理池、缺氧处理池和污泥沉淀池中均设有污泥搅拌器,其特征在于:所述的好氧处理池的底部设有曝气管、气泵和辅助气泵,其中气泵和辅助气泵与曝气管相连通,所述的缺氧处理池和好氧处理池之间通过内循环回流泵及管道相连通,用于将好氧处理池中泥水混合物输入缺氧处理池中,所述的厌氧处理池与污泥沉淀池之间通过外循环回流泵及管道相连通,用于将污泥沉淀池中沉淀后的污泥输入厌氧处理池中,以维持污水处理系统内的污泥浓度,所述的厌氧处理池、缺氧处理池和好氧处理池中分别设有厌氧处理池NO2-检测探头、缺氧处理池NO2-检测探头和好氧处理池NO2-检测探头并且在好氧处理池中设有溶解氧检测探头,所述的厌氧处理池NO2-检测探头、缺氧处理池NO2-检测探头、好氧处理池NO2-检测探头、溶解氧检测探头、辅助气泵、内循环回流泵和外循环回流泵分别通过导线与PLC电脑控制系统相连接。
2.一种权利要求1所述的减少N2O产生的污水处理自动控制装置的操作方法,其特征在于包括以下步骤:(1)待处理污水通过厌氧处理池上部的进水口进入厌氧处理池,污水在厌氧处理池中的停留时间为1-1.5h,厌氧处理池中泥水搅拌器的搅拌速率为450-550r/min,设置在厌氧处理池中的厌氧处理池NO2-检测探头将实时监测信号回馈至PLC电脑控制系统,当监测到的NO2-浓度大于0.5mg/L时,PLC电脑控制系统将自动关闭外循环回流泵,当厌氧处理池NO2-监测探头监测到的NO2-浓度不大于0.5mg/L时,PLC电脑控制系统将自动开启外循环回流泵,恢复污水处理装置正常的运行状态;(2)厌氧处理池中处理过的污水通过厌氧处理池出水口溢流进入缺氧处理池,污水在缺氧处理池中的停留时间为1.5-2h,缺氧处理池中泥水搅拌器的搅拌速率为450-550r/min,设置在缺氧处理池内的缺氧处理池NO2-监测探头将实时监测信号回馈至PLC电脑控制系统,当监测到的NO2-浓度大于0.5mg/L时,PLC电脑控制系统将自动关闭内循环回流泵,当缺氧处理池NO2-监测探头监测到的NO2-浓度不大于0.5mg/L时,PLC电脑控制系统将自动开启内循环回流泵,污水处理装置恢复正常的运行状态;(3)缺氧处理池中处理过的污水通过缺氧处理池出水口溢流进入好氧处理池,污水在好氧处理池中的停留时间为6-8h,设置在好氧处理池内的好氧处理池NO2-监测探头将实时监测信号回馈至PLC电脑控制系统,当监测到的NO2-浓度大于0.5mg/L时,PLC电脑控制系统将自动开启辅助气泵,以增加好氧处理池内的溶解氧,当好氧处理池NO2-监测探头监测到好氧处理池内的NO2-浓度不大于0.5mg/L时,并且溶解氧浓度大于3mg/L时,PLC电脑控制系统将自动关闭辅助气泵,污水处理装置恢复正常的运行状态;(4)好氧处理池中处理过的污水通过好氧处理池出水口溢流进入污泥沉淀池,污水在污泥沉淀池中的停留时间为1-2h,污泥沉淀池中泥水搅拌器的搅拌转速为25-35r/min,污泥沉淀池中沉淀后的污水通过污泥沉淀池溢流堰溢流后经污泥沉淀池出水口排出,经污泥沉淀池后产生的污泥,部分通过外循环回流泵回流进入厌氧处理池中,以保持装置中的整体污泥浓度,部分通过污泥沉淀池排泥口排出,排出量根据装置污泥浓度进行调整。
说明书
一种减少N2O产生的污水处理自动控制装置及其操作方法
技术领域
本发明属于污水生物处理技术领域,涉及活性污泥法处理系统自动控制技术,具体涉及一种减少N2O产生的污水处理自动控制装置及其操作方法。
背景技术
随着世界经济的迅速发展和社会的进步,人类向大气中排入的温室气体逐年增加,引起了全球气候变暖海平面上升、极地冰雪面积减少等一系列严重的生态问题,进而引起了全世界各国的广泛关注。N2O是一种重要的温室气体,其温室效应是CO2的296倍。同时,N2O还是一种破坏臭氧层的物质。因此,如何有效地减少N2O的产生与释放,是近些年国内外研究者关注的热点问题之一。
研究表明,城市生活污水处理厂是N2O的重要产生源。城市生活污水处理厂的一个重要作用是实现污水中含氮污染物的去除,污水生物脱氮过程包含硝化与反硝化两个不同的代谢反应,两个反应过程均能产生N2O。硝化过程主要由硝化菌(如氨氧化细菌)在好氧条件下实现NH4+或NH3氧化物经由NO2-被氧化为NO3-的过程;而反硝化过程主要由反硝化细菌(如异养菌)在缺氧条件下将NO3-或NO2-还原成N2O和N2。
许多研究发现,生物脱氮的硝化和反硝化过程中N2O的产生均伴随高浓度的NO2-,处理系统NO2-的积累是导致N2O产生的直接原因。这是因为硝化过程中,亚硝酸盐浓度的升高会使AOB通过反硝化作用(将亚硝酸盐还原为N2O)产生N2O;反硝化过程中,亚硝酸盐浓度的升高会导致反硝化效率的降低和N2O的积累。许多引起N2O产生的条件,如:低碳氮比、高氨氮负荷、高COD负荷和低DO等,都会首先造成系统NO2-积累,进而释放大量N2O(Kampschreur, M.J; Temmink, H; Kleerebezem, R; Jetten, MSM; van Loosdrecht, MCM. Nitrous oxide emission during wastewater treatment. Water research, 2009. 43(17): p. 4093-4103.)。因此,通过采用有效措施,调节系统运行过程,进而避免NO2-积累现象出现,是实际污水处理过程实现N2O减排的一条新路径。
近年来,围绕如何减少生活污水处理过程中N2O的产生这一热点问题,国内外研究者开展了大量的工作,并发明了许多污水处理过程N2O减排的相关工艺和方法,但还存在一些缺陷。例如:公开号为CN 103466794A和CN 103466795A的专利分别提供了污水处理过程减少N2O产生的控制方法,但均针对序批式污水处理装置,这种处理方式适用于污水量较小的处理过程。目前城市污水处理厂的生物脱氮过程是水处理中N2O的主要产生源,污水量较大,一般均采用连续处理工艺,因此这两项发明创造虽能够较好的减少N2O的产生,但其应用范围具有较大的局限性。公告号为CN 102849850B的专利提出了一种污水反硝化除磷过程N2O产生减量控制装置及操作方法,使用溶解氧、温度、pH和ORP探头在线精确监测污水处理过程,通过电脑自控系统进行调节,实现污水处理过程N2O减排,然而,这种装置需要对反应池进行密封,并且操作方法在线监测项目多,系统控制复杂,维护和建设成本较高,不适用于大型城市污水处理厂。
随着我国经济发展和城镇化水平的提高,未来必定有更多污水处理厂投入使用,考虑生活污水的巨大排放量以及N2O严重的温室效应和对臭氧层的破坏作用,研究能够减少N2O产生的污水处理自动控制装置及其操作方法具有重要的现实意义。
发明内容
本发明针对上述技术的局限和不足而提供了一种减少N2O产生的污水处理自动控制装置及其操作方法,针对应用广泛的城市污水处理工艺,通过大量理论分析和多次实验验证,创造性地将污水处理过程中的NO2-浓度控制与N2O产生相结合,通过对污水处理过程的自动调节,优化污水处理过程,在保证污水处理效果的同时大量减少强温室气体N2O的产生量。
本发明的技术方案为:一种减少N2O产生的污水处理自动控制装置,包括厌氧处理池、缺氧处理池、好氧处理池和污泥沉淀池,其中厌氧处理池的出水通过厌氧处理池出水口连接缺氧处理池,缺氧处理池的出水通过缺氧处理池出水口连接好氧处理池,好氧处理池的出水通过好氧处理池出水口连接污泥沉淀池,所述的厌氧处理池、缺氧处理池和污泥沉淀池中均设有污泥搅拌器,其特征在于:所述的好氧处理池的底部设有曝气管、气泵和辅助气泵,其中气泵和辅助气泵与曝气管相连通,所述的缺氧处理池和好氧处理池之间通过内循环回流泵及管道相连通,用于将好氧处理池中泥水混合物输入缺氧处理池中,所述的厌氧处理池与污泥沉淀池之间通过外循环回流泵及管道相连通,用于将污泥沉淀池中沉淀后的污泥输入厌氧处理池中,以维持污水处理系统内的污泥浓度,所述的厌氧处理池、缺氧处理池和好氧处理池中分别设有厌氧处理池NO2-检测探头、缺氧处理池NO2-检测探头和好氧处理池NO2-检测探头并且在好氧处理池中设有溶解氧检测探头,所述的厌氧处理池NO2-检测探头、缺氧处理池NO2-检测探头、好氧处理池NO2-检测探头、溶解氧检测探头、辅助气泵、内循环回流泵和外循环回流泵分别通过导线与PLC电脑控制系统相连接。
本发明所述的一种减少N2O产生的污水处理自动控制装置的操作方法,其特征在于包括以下步骤:(1)待处理污水通过厌氧处理池上部的进水口进入厌氧处理池,污水在厌氧处理池中的停留时间为1-1.5h,厌氧处理池中泥水搅拌器的搅拌速率为450-550r/min,设置在厌氧处理池中的厌氧处理池NO2-检测探头将实时监测信号回馈至PLC电脑控制系统,当监测到的NO2-浓度大于0.5mg/L时,PLC电脑控制系统将自动关闭外循环回流泵,以减少外回流污泥带入厌氧处理池中的NO3-量,减少反硝化作用底物,从而降低NO2-浓度,降低N2O的产生量,当厌氧处理池NO2-监测探头监测到的NO2-浓度不大于0.5mg/L时,PLC电脑控制系统将自动开启外循环回流泵,恢复污水处理装置正常的运行状态;(2)厌氧处理池中处理过的污水通过厌氧处理池出水口溢流进入缺氧处理池,污水在缺氧处理池中的停留时间为1.5-2h,缺氧处理池中泥水搅拌器的搅拌速率为450-550r/min,设置在缺氧处理池内的缺氧处理池NO2-监测探头将实时监测信号回馈至PLC电脑控制系统,当监测到的NO2-浓度大于0.5mg/L时,PLC电脑控制系统将自动关闭内循环回流泵,以减少内回流污泥带入缺氧处理池中的NO3-量,减少反硝化作用底物,从而降低NO2-浓度,降低N2O的产生量,当缺氧处理池NO2-监测探头监测到的NO2-浓度不大于0.5mg/L时,PLC电脑控制系统将自动开启内循环回流泵,污水处理装置恢复正常的运行状态;(3)缺氧处理池中处理过的污水通过缺氧处理池出水口溢流进入好氧处理池,污水在好氧处理池中的停留时间为6-8h,设置在好氧处理池内的好氧处理池NO2-监测探头将实时监测信号回馈至PLC电脑控制系统,当监测到的NO2-浓度大于0.5mg/L时,PLC电脑控制系统将自动开启辅助气泵,以增加好氧处理池内的溶解氧,加强硝化反应的进行,进而降低NO2-浓度,减少N2O的产生量,当好氧处理池NO2-监测探头监测到好氧处理池内的NO2-浓度不大于0.5mg/L时,并且溶解氧浓度大于3mg/L时,PLC电脑控制系统将自动关闭辅助气泵,污水处理装置恢复正常的运行状态;(4)好氧处理池中处理过的污水通过好氧处理池出水口溢流进入污泥沉淀池,污水在污泥沉淀池中的停留时间为1-2h,污泥沉淀池中泥水搅拌器的搅拌转速为25-35r/min,污泥沉淀池中沉淀后的污水通过污泥沉淀池溢流堰溢流后经污泥沉淀池出水口排出,经污泥沉淀池后产生的污泥,部分通过外循环回流泵回流进入厌氧处理池中,以保持装置中的整体污泥浓度,部分通过污泥沉淀池排泥口排出,排出量根据装置污泥浓度进行调整。
本发明与现有技术相比具有以下有益效果:(1)通过PLC电脑控制系统能够实现反应器运行的在线调控,无需人工操作,不用额外增加进行N2O减排的人工操作费用;(2)监控目标因素少,设备构造和控制原理简单,成本较低,维护方便;(3)保持污水处理装置污染物高去除效率的同时,实现N2O有效产生量大幅下降;(4)可广泛应用于各种实际废水处理过程,根据现有污水厂的实际情况进行设备改造安装,简单易行,操作性强。