
申请日2015.11.06
公开(公告)日2016.04.06
IPC分类号C02F9/04
摘要
一种对煤化工产生的浓盐废水处理工艺是煤化工产生的浓盐废水经过第一保安过滤器,再增压后进入纳滤装置,纳滤装置产水送后端的氢离子交换器装置处理,使废水零硬度低于0.1ppm;再进入脱碳塔通过负压操作,使废水中的二氧化碳解析出来;脱碳塔出水加氢氧化钠调节pH值为碱性后进入第二保安过滤器,出水进入浓水反渗透膜装置,产生的淡水回用于循环水补水,产生的高浓盐水进行配煤或蒸发结晶,确保废水零排放。本发明具有投资省、运行成本低,高回收率的优点。
权利要求书
1.一种对煤化工产生的浓盐废水处理工艺,其特征在于包括如下步骤:
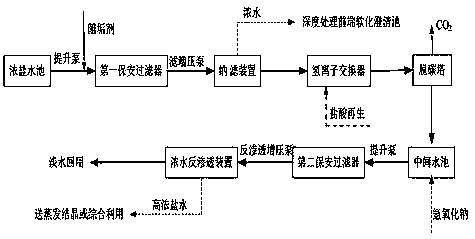
(1)煤化工产生的浓盐废水经过提升泵增压后,在出水管道上添加阻垢剂,经过第一保安过滤器后,再通过纳滤增压泵增压后进入纳滤装置,纳滤装置产水送后端的氢离子交换器装置,浓水送至深度处理前端的软化澄清池再处理回用;
(2)纳滤产水经过氢离子交换器处理,使废水零硬度低于0.1ppm;
(3)氢离子交换器出水进入脱碳塔,通过负压操作,使废水中的二氧化碳解析出来;
(4)脱碳塔出水进入中间水池,经过加氢氧化钠调节pH值为碱性,先经过提升泵提升压力后进入第二保安过滤器,出水再经过反渗透增压泵增压后进入浓水反渗透膜装置,产生的淡水回用于循环水补水,产生的高浓盐水进行配煤或蒸发结晶,确保废水零排放。
2.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于煤化工产生的浓盐废水是生化尾水经过深度处理和膜脱盐系统处理后产生的浓盐水,浓水中化学需氧量为150-250mg/L之间,总溶解性固体为10000-15000mg/L之间。
3.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(1)第一保安过滤器和步骤(4)第二保安过滤器采用大通量,内压式过滤器,设计要求进水压力0.3-0.6MPa,过滤精度5um;形式为垂直圆筒,由筒体和滤芯组成,筒体材质为SUS304,滤芯材质为PP折叠。
4.如权利要求3所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(1)第一保安过滤器和步骤(4)第二保安过滤器是金三阳水处理公司生产的JSP-DJMF系列型号、上海伟秀过滤设备有限公司生产的WX-L系列、江苏明瑞过滤生产的MRBA系列过滤器。
5.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(1)所述的纳滤装置的进水压力0.8-1.0Mpa,设计膜通量为14-20LMH。
6.如权利要求5所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(1)所述的纳滤装置中的膜元件为美国GE生产,抗污染型,型号为DURASLJCKNF8040。
7.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(2)所述的氢离子交换器采用弱酸阳离子交换树脂,具体操作要求进水常温、进水压力0.2~0.4MPa,顺流或逆流再生。
8.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(2)所述的氢离子交换器的出水硬度低于0.1ppm。
9.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于步骤(3)所述的负压维持在-0.1~-0.15MPa,出水二氧化碳小于10ppm。
10.如权利要求1所述的一种对煤化工产生的浓盐废水处理工艺,其特征在于所述步骤(4)所述浓水反渗透膜装置采用HERO运行技术,进水加氢氧化钠调节pH值9-11,进水压力2.0~2.4Mpa,膜通量为25~28L/m2.h。
说明书
一种对煤化工产生的浓盐废水处理工艺
技术领域
本发明属于一种浓盐水再处理的技术方法,具体地说涉及一种煤化工废水深度处理回用后产生的浓盐水再处理的工艺技术方法。
背景技术
煤化工过程是将煤炭转换为气体、液体和固体产品或半产品,而后进一步加工成化工、能源产品的工业。包括焦化、煤气化、煤液化等。
我国的煤化工目前主要分布在西北等煤炭资源相对丰富的地区,新型煤化工企业规模及耗水量巨大,吨产品耗水在十吨以上,年用水量通常高达几千万立方米。而这些地区的水资源分布极少,或者处于环境较为敏感的地区,因地,水环境容量十分有限,环保要求企业生产生活废水最大化利用或零排放,水资源和水环境问题已成为制约煤化工产业发展的主要问题之一。
煤化工废水往往是具有水量大、水质复杂,含有大量酚类、多环芳烃类、杂环类、氰化物、油及氨氮等,属于难降解废水,通常采用物化预处理+生化处理+生化尾水预处理+膜系统脱盐,通常回收率不超过70%,产生30%以上的浓盐水处理成为废水零排放的关键,由于其含盐量高(通常TDS≥10000mg/l)、有机物浓度高(COD≥200mg/l),采用常规的浓水反渗透进一步处理主要问题是膜污堵严重、回收率不高(低于40%),致使总回收率约80%,还有约20%的高浓盐水需要配套蒸发结晶装置来实现废水零排放,由于该装置处理量大,能耗高,导致装置投资大、运行成本高,可以说实现废水零排放的经济代价是巨大的,只有尽量减少末端蒸发结晶的处理规模,才能有效降低企业废水处理投资和运行费用。因此,浓盐水的再处理及高效回收成为提高系统总回收率、减小末端蒸发结晶装置规模投资及运行处理费用的关键之一。
综合以上工艺,对于大型的煤化工项目,废水排放量大,深度处理及回用规模往往上千吨/小时,从废水零排放角度,要尽量减少末端蒸发结晶装置的高投资、高成本费用,只有进一步提升前段的回收率,减小蒸发结晶设计规模;从整体上解决企业的环保和经济压力。
发明内容
本发明的目的是针对煤化工废水深度处理提供一种投资省、运行成本低,且具有高回收率的对煤化工产生的浓盐废水处理工艺。
本发明的处理方法包括以下步骤:
(1)煤化工产生的浓盐废水经过提升泵增压后,在出水管道上添加阻垢剂,经过第一保安过滤器后,再通过纳滤增压泵增压后进入纳滤装置,纳滤装置产水送后端的氢离子交换器装置,浓水送至深度处理前端的软化澄清池再处理回用;
纳滤(NF)是其分离膜具有纳米级的孔径的分子级分离技术,介于反渗透和微滤之间。纳滤膜同反渗透一样属于压力驱动型膜分离技术,但其传质机理却有所不同,一般纳滤膜为荷电型(多为负电荷),对无机盐的分离行为不仅受化学势控制,同时也受到电势梯度的影响。在通量一定时,纳滤过程所需要的外加压力比反渗透的低得多,其对相对分子质量大于300的有机物有90%的截留能力;由于纳滤膜带有电荷,通过静电作用,可阻碍多价离子(特别是多价阳离子)的透过,可脱除废水中的大部分硬度;尤其对多价阴离子的盐截留率则很高,达到95%以上;纳滤系统的回收率约为80%以上;
(2)纳滤产水经过氢离子交换器处理(采用弱酸阳离子交换树脂),使废水零硬度低于0.1ppm;
(3)氢离子交换器出水进入脱碳塔,通过负压操作,使废水中的二氧化碳解析出来;
(4)脱碳塔出水进入中间水池,经过加氢氧化钠调节pH值为碱性,先经过提升泵提升压力后进入第二保安过滤器,出水再经过反渗透增压泵增压后进入浓水反渗透膜装置,产生的淡水回用于循环水补水,产生的高浓盐水量极少,可配煤或蒸发结晶,确保废水零排放。
本发明的煤化工废水是生化尾水经过深度处理和膜脱盐系统处理后产生的浓盐水,浓水中化学需氧量(COD)为150-250mg/L之间,主要为难降解有机物质,总溶解性固体(TDS)为10000-15000mg/L之间。
如步骤(1)第一保安过滤器和步骤(4)第二保安过滤器通常采用大通量,内压式过滤器,设计要求进水压力0.3-0.6MPa,过滤精度5um;形式为垂直圆筒,由筒体和滤芯组成,筒体材质为SUS304,滤芯材质为PP折叠,其国内生产厂家较多,如金三阳水处理公司生产的JSP-DJMF系列型号、上海伟秀过滤设备有限公司生产的WX-L系列、江苏明瑞过滤生产的MRBA系列过滤器等;
如步骤(1)所述的纳滤装置(膜元件为美国GE生产,抗污染型,型号为DURASLJCKNF8040,),进水压力0.8-1.0Mpa,设计膜通量为14-20LMH,系统回收率约80%,系统总脱盐率50~70%;多价阴离子盐的截留率达到90%以上;可去除废水中的大部分硬度。
如步骤(2)所述的氢离子交换器采用弱酸阳离子交换树脂(通常采用较弱的反应基如羧基(-COOH基)等,此离子交换树脂仅可交换弱碱中的Ca2+、Mg2+等,而对于强碱中的Na+、K+等离子无法交换,具体操作要求进水常温、进水压力0.2~0.4MPa,可顺流或逆流再生给出工艺条件),能去除所有与碱度有关的硬度,出水硬度低于0.1ppm。再生采用盐酸再生,来源广泛,成本低。
如步骤(3)所述的负压维持在-0.1~-0.15MPa,出水二氧化碳小于10ppm。
如步骤(4)所述浓水反渗透膜装置采用HERO运行技术要求,进水加氢氧化钠调节pH值9-11,进水压力2.0~2.4Mpa,膜通量为25~28L/m2.h,装置回收率可达90%以上。
如上所述的采用HERO运行技术如下:
HERO是HighEfficiencyReverseOsmosis的简称。目前在国外已经的较广泛的应用,广泛应用在半导体行业高纯水制造,海水淡化,电厂循环水补水系统、炼油厂含油污水等工业领域。但是目前在国内的使用情况还不是很普及。
通常RO工艺运行PH较低,进水通过加酸降低pH的首要目的是降低RO浓水中碳酸钙结垢的倾向,即降低朗格里尔指数【LSI】,当LSIc=pHc-pHs<0,碳酸盐不结垢;而HERO技术则相反,是在零硬度、低碱度、高PH值条件下运行的反渗透工艺,是RO技术的一个特例,在高PH工况下:有机物保持溶解状态,不会吸附在膜壁上,且很少有机体能在高PH工况下存活,也不可能繁殖,在高PH工况下硅的溶解度会大幅增加,以上特点很好的解决了膜系统有机物污染、生物污染、硅结垢的问题,使RO系统回收率增大,为防止苦咸水在高pH下会有污染问题(比如硬度、碱度、铁、锰等),预处理通常采用弱酸性阳离子树脂系统和脱气装置来除去这些污染物。
本发明使用的浓水反渗透装置采用HERO运行机理,反渗透进水在零硬度、低碱度、高pH值条件下运行,相比常规反渗透技术,具有无有机物和生物污堵、无结垢等特点,使废水的回收率可达90%以上,整个废水处理系统的回收率可提升至95%以上,大大减轻后续高浓盐水的蒸发结晶处理处理规模和运行成本。相比传统RO工艺,HERO系统只受膜渗透压限制,回收率达到90%以上,不存在硅、有机物和生物的污堵,极少的清洗,出水可用于循环水补水或脱盐水给水,浓水排放量很少,易于全部回用或进一步进行蒸发结晶。
本发明和现有技术相比具有如下特点:
1、生化尾水经过预处理和膜脱盐系统(通常采用超滤+反渗透工艺)处理后产生的的浓水,废水中的悬浮物、胶体类、大分子有机物等在前段已经去除,浊度较低,主要是有机物和盐类,可直接采用纳滤装置,利用其膜特性脱除部分盐类以及绝大部分硬度、去除部分有机物,COD去除率可达到50%,改善浓盐水处理后续装置的运行工况。
2、纳滤产水经过弱酸阳离子交换树脂使废水脱除到零硬度,通过调整PH值,采用HERO运行工况,大大提升系统的回收率,缩小后续蒸发结晶装置系统的规模投资和运行费用。
3、本发明工艺相比常规的浓水反渗透工艺,回收率大幅提高,由40%提升至90%,整个废水处理系统的回收率可提升至95%,以上因而产生的高浓盐水极少,后续的蒸发结晶装置规模和运行成本发大幅降低。
4、本发明工艺具有简单、投资省、回收率高、占地少、运行成本低的优点,对企业实施生产废水“零排放”具有很好的作用。