
申请日2016.01.05
公开(公告)日2016.03.23
IPC分类号C02F9/10; C02F1/00; C02F1/04; C02F1/66; C02F101/10; C02F101/12; C02F101/20
摘要
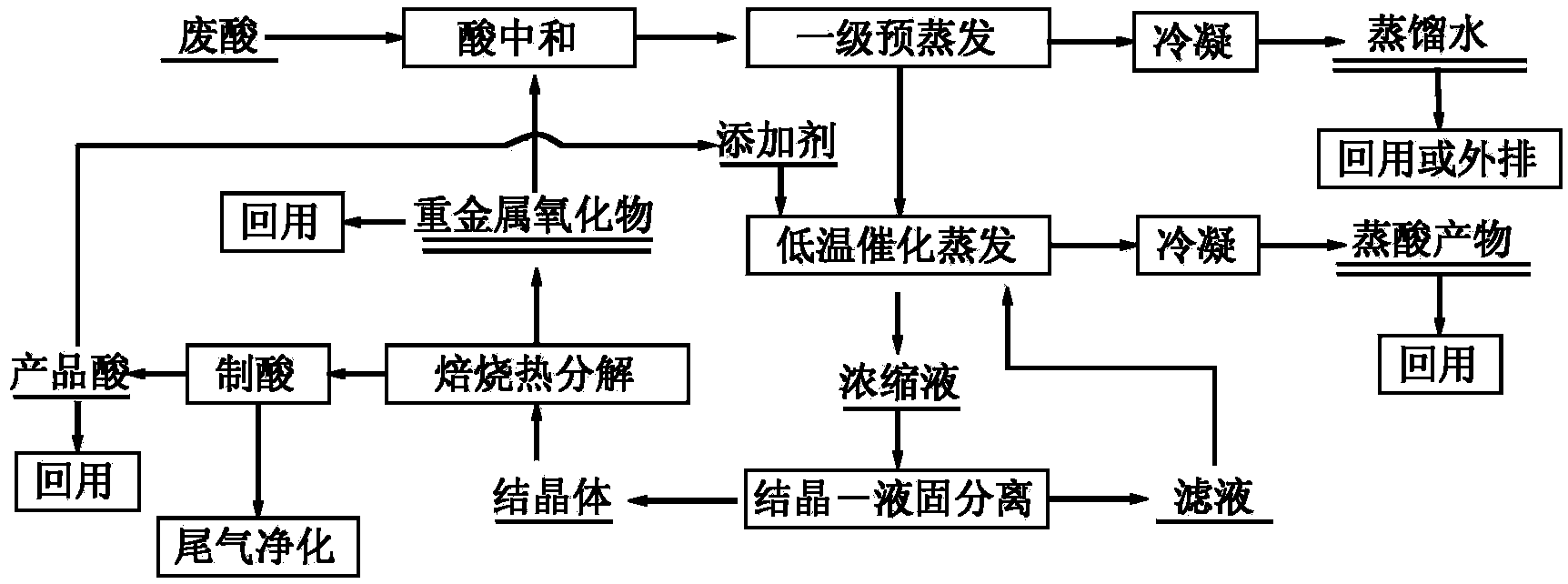
本发明公开了一种含低沸点酸及其酸根的重金属废酸低温催化水资源化回收方法。本发明包括:(1)废酸的预中和,降低溶液体系氢离子浓度,避免低沸点酸根的挥发;(2)中和后废酸的一级真空蒸发过程,实现废水中大部分水分以蒸馏水形式收集;(3)一级蒸发所得浓缩液的二级催化蒸发过程,实现废水中硝态氮及氟、氯离子以硝酸或氢氟酸、盐酸形式分离回收;(4)催化蒸发所得浓缩溶液中重金属的冷却结晶及液固分离;(5)结晶浓缩液固液分离所得上清液的循环使用;(6)重金属结晶的焙烧资源化;(7)焙烧尾气的净化处理。本发明能够实现废水中硝态氮及氟、氯离子的高效分离,分离产物为高浓度硝酸、氢氟酸及盐酸,可循环使用;同时重金属以氧化物的形式回用于工业生产,净化水能够稳定达标外排,且经济效益显著。
权利要求书
1.一种含低沸点酸及其酸根的重金属废水资源化回收方法,其特征在于,包括如下步骤:
(1)废酸的中和:将中和剂与酸性废水混合,中和后过滤;
(2)废酸的预蒸发:将中和后过滤得到的中和液在一定温度及压力下,进行预蒸发,使废酸中大量水分以蒸汽形式预分离;
(3)废酸中酸及酸根离子分离回收:预蒸发所得废酸中加入一定比例添加剂后在一定温度及压力下,使废水中硝态氮及氟、氯离子以硝酸、氢氟酸、盐酸的形式进入蒸发产物中回收利用;
(4)重金属的结晶分离:将步骤(3)回收蒸发产物后所得浓缩液冷却至一定温度静置结晶后进行液固分离,获得重金属盐类结晶及含添加剂的高酸浓缩液;
(5)高酸浓缩上清液的循环使用:将步骤(4)分离结晶后的浓缩液返回至步骤(3)的蒸发流程回用;
(6)重金属结晶的焙烧分解:将步骤(4)分离得到的结晶高温焙烧,获得金属氧化物;
(7)焙烧烟气的制酸:将步骤(6)焙烧产生的含有大量分子态添加剂的烟气进行喷淋制酸,净化后烟气外排。
2.根据权利要求1所述的方法,其特征在于,废水中低沸点酸包括硝酸、盐酸、氢氟酸、氢溴酸、氢碘酸、亚硫酸、氢硫酸、冰醋酸中的一种或者几种,废水中氢离子浓度大于0.01mol/L。
3.根据权利要求1所述的方法,其特征在于,步骤(1)中所述的中和剂为步骤(6)焙烧所得铁氧化物、镍氧化物、钙氧化物或其它碱性化合物中的一种或几种。
4.根据权利要求1或2或3所述的方法,其特征在于,步骤(1)中和剂的用量依据废水中氢离子摩尔浓度及处理量计算确定,中和剂过量系数为1~1.5,温度控制在20~50℃,反应终点pH为2~5。
5.根据权利要求1所述的方法,其特征在于,步骤(2)中的预蒸发温度为50~110℃,负压为-40~-100KPa,液体蒸发量为中和液原体积的30~60%。
6.根据权利要求1所述的方法,其特征在于,步骤(3)中的蒸发温度为70~150℃,负压为-40~-100KPa。
7.根据权利要求1或6所述的方法,其特征在于,步骤(3)中所述的添加剂为浓硫酸、高氯酸、磷酸中的一种或几种,添加剂添加量以酸液中纯溶质质量为废水质量的5%~40% 计算。
8.根据权利要求1所述的方法,其特征在于,步骤(4)中浓缩液需冷却至40℃以下,静置时间10~30min以上。
9.根据权利要求1所述的方法,其特征在于,步骤(5)中步骤(4)分离结晶后的浓缩液需与添加剂按照1:5~1:1的体积比混合后加入废水中用于蒸发。
10.根据权利要求1所述的方法,其特征在于,步骤(6)中重金属盐结晶的焙烧温度为400~1000℃,焙烧时间为5~60min,焙烧气氛为空气、惰性气氛、还原性气氛或氧化性气氛。
说明书
一种含低沸点酸及其酸根的重金属废水资源化回收方法
技术领域:
本发明属于工业三废处理技术领域,具体涉及一类含低沸点酸及其酸根的重金属废水的资源回收方法。
背景技术:
一直以来,工业生产过程中产生的大量重金属酸性废水的处理缺乏有效的方法。随着社会公众环保意识的逐步提高,人们逐渐认识到上述废水对环境特别是对人类自身的危害;比如,不锈钢酸洗废水是含NO3-、F-、Cr6+、Fe3+、Ni2+的强酸性废水,有很大的腐蚀性和毒性。特别是Cr离子的存在,可导致生物体细胞畸变,影响细胞的正常生理机能,严重可致机体死亡。硝态氮可引起水体的富营养化,导致水体浮游生物大量繁殖,造成“水华”或者“赤潮”的发生,使大量水生生物死亡,严重破坏水体生态平衡。氟元素可以与动植物中的多种酶发生作用,引起代谢紊乱、细胞变形、坏死,也可以引起骨质过度钙化出现骨刺、椎管狭窄,以及致癌作用。可见上述废水中各成分对环境危害严重。同时废水中的硝酸根、氟离子、氯离子以及铜、铬、镍等有价金属具有回收价值。因此,对含低沸点酸的重金属酸性废水进行高效资源化与深度净化,既可消除废水对环境的污染,同时资源的回收可产生可观的经济效益。
现有含低沸点酸及其酸根的重金属废水处理基本采用中和沉淀的方法,由于硝酸根、氯离子等难以通过中和沉淀从废水中分离,因此上述方法处理后硝态氮及氯离子等排放浓度依旧难以达标,且传统方法未考虑废水中的重金属回收,重金属离子往往在中和沉淀过程进入中和渣,造成中和渣中重金属含量高,环境毒性大,一旦处置不当极易对环境造成严重污染。除中和沉淀法之外,国内外学者还提出了离子交换法和溶剂萃取法、蒸发法等方法处理上述废水。其中离子交换把固定床改为流动床是个进步,但离子交换树脂对废水中目标离子的浓度有一定要求,稀液的浓缩和浓液的稀释均会提高处理成本,且离子交换工艺处理后的废液回用依旧困难;溶剂萃取法的优点是能量消耗少,设备、材料容易选择,但酸的回收率低。关于蒸发工艺,国内外学者早在上个世纪七十年代便开始研究,但工艺一直未能推广,其原因在于传统的蒸发过程能耗较高,蒸发所得混酸由于酸浓度较低,回用至酸洗系统时配酸过程复杂,且蒸发浓缩后所得的重金属浓缩液难以处理,后期中和沉淀渣量大。本发明技术针对已有工艺的不足,提出多级、负压强化蒸发的新思路,可实现酸的高效分离回收;分离酸后得到的蒸发浓缩液经结晶-液固分离后,蒸发添加剂得到循环利用,同时获得重金属氧化物用于后续重金属回收,工艺不但解决此类废水的环境污染问题,还能获得可观的经济效益。
发明内容:
本发明的目的在于针对现有的含低沸点酸及其酸根的重金属废水处理技术的不足,提供一种全新清洁处理方法,实现上述废水中低沸点酸液的高效回收的同时实现重金属的资源化,消除此类废水传统处理工艺中存在的不足,提高经济环境效益。
一种含低沸点酸及其酸根的重金属废水资源化回收方法,包括如下步骤:
(1)废酸的中和:将中和剂与酸性废水混合,中和后过滤;
(2)废酸的预蒸发:将中和后过滤得到的中和液在一定温度及压力下,进行预蒸发,使废酸中大量水分以蒸汽形式预分离;
(3)废酸中酸及酸根离子分离回收:预蒸发所得废酸中加入一定比例添加剂后在一定温度及压力下,使废水中硝态氮及氟、氯离子以硝酸、氢氟酸、盐酸的形式进入蒸发产物中回收利用;
(4)重金属的结晶分离:将步骤(3)回收蒸发产物后所得浓缩液冷却至一定温度静置结晶后进行液固分离,获得重金属盐类结晶及含添加剂的高酸浓缩液;
(5)高酸浓缩上清液的循环使用:将步骤(4)分离结晶后的浓缩液返回至步骤(3)的蒸发流程回用;
(6)重金属结晶的焙烧分解:将步骤(4)分离得到的结晶高温焙烧,获得金属氧化物;
(7)焙烧烟气的制酸:将步骤(6)焙烧产生的含有大量分子态添加剂的烟气进行喷淋制酸,净化后烟气外排。
所述的含低沸点酸及其酸根的重金属废水中低沸点酸包括硝酸、盐酸、氢氟酸、氢溴酸、氢碘酸、亚硫酸、氢硫酸、冰醋酸中的一种或者几种,废水中氢离子浓度大于0.01mol/L。
步骤(1)中所述的中和剂为步骤(6)焙烧所得铁氧化物、镍氧化物、钙氧化物或其它碱性化合物中的一种或几种。
步骤(1)中和剂的用量依据废水中氢离子摩尔浓度及处理量计算确定,中和剂过量系数为1~1.5,温度控制在20~50℃,反应终点pH为2~5。
步骤(2)中的预蒸发温度为50~110℃,负压为-40~-100KPa,液体蒸发量为中和液原体积的30~60%。步骤(3)中的蒸发温度为70~150℃,负压为-40~-100KPa。
步骤(3)中所述的添加剂为浓硫酸、高氯酸、磷酸中的一种或几种,添加剂添加量以酸液中纯溶质质量为废水质量的5%~40%计算。
步骤(4)中浓缩液需冷却至40℃以下,静置时间10~30min以上。
步骤(5)中步骤(4)分离结晶后的浓缩液需与添加剂按照1:5~1:1的体积比混合后加入废水中用于蒸发。步骤(5)使用的添加剂与步骤(3)的一样。
步骤(6)中重金属盐结晶的焙烧温度为400~1000℃,焙烧时间为5~60min,焙烧气氛为空气、惰性气氛、还原性气氛或氧化性气氛。
本发明提供的含低沸点酸及其酸根的重金属废水资源化回收方法是在对此类废水蒸发过程中水分、酸及酸根在蒸发过程中的行为进行充分研究基础上,提出的预中和-多级选择性蒸发分离的新思路。依照酸与盐的蒸发温度差异,例如,硝酸沸点为83℃,中和成为硝酸铁后,硝酸铁的分解温度高达125℃。因此在中和阶段通过加入金属氧化物,中和废酸中氢离子,使酸根以盐形式存在于废酸中,在初级蒸发阶段,控制蒸发温度50~110℃,压力-0.04~-0.1MPa,同时不加入添加剂,使废水中水蒸气在负压环境下大量蒸发,同时有效避免酸根的蒸出,获得中性或偏酸性的蒸馏水经进一步处理及检验后回用或外排。在低温催化蒸发阶段,控制蒸发温度70~150℃,压力-0.04~-0.1MPa,同时加入添加剂,得到的高浓度酸产物可回用于工业生产。蒸发后的浓缩液通过冷却至室温后静置液固分离,含高浓度添加剂的上清液返回蒸酸工序进一步回用,同时分离得到高纯度的重金属盐结晶,通过一步焙烧处理获得重金属氧化物,从而避免了传统中和沉淀过程产生大量含重金属的危险废物,整个处理过程未引入新的污染物,不会产生对环境的二次污染,同时工艺流程简单,技术可靠度较高,易于推广,实现较好的经济环境效益。
本发明有益效果:
a)酸液的预蒸发使大量水分以蒸馏水形式分离,提高后续蒸酸过程酸液浓度,便于蒸酸产物的工业化回用。
b)低温催化蒸酸阶段可获得高浓度蒸酸产物,且酸中不含重金属离子,可直接回用至酸洗工艺。
c)蒸酸浓缩液通过结晶及液固分离,可获得高纯度的重金属盐结晶及含高浓度添加剂的上清液返回催化蒸酸过程,使添加剂获得回用。
d)本发明设备简单,操作简便,运行状况稳定,日常维护简单,便于大规模工业推广。
与专利(CN104498974A)一种从冷轧不锈钢酸洗废液中回收混合酸的方法进行比较。对比专利中采用加压蒸发,而本发明采用负压蒸发方法。依据物理化学原理,液体沸点随压力升高而升高。以氢氟酸为例,标准大气压(0.1MPa)下沸点为112℃,依据克拉伯龙方程,其沸点随压力变化如下表所示。
对比专利实施案例中蒸发压力在0.15MPa以上,蒸发温度普遍需维持110~120℃以上,此条件下难以实现氢氟酸的蒸除,导致蒸发时间最长需8.5小时,且案例中并未计算氢氟酸蒸出率。而本发明应用于同样性质的废酸液,蒸发温度仅需90~100℃,蒸发负压维持在-0.08~-0.07MPa,即-80~-70KPa,蒸发时间仅为2小时,氢氟酸蒸出率即可达85%以上。
对比专利中未涉及蒸发所得混酸的浓缩,对比专利实施案例中均未交代原始废酸各项参数,实际上当原废酸中酸根浓度较低时,蒸发所得酸产物浓度较低,难以回用,本发明设置预中和-预蒸发过程,对于低浓度废酸,可预先去除大量水分,有效提高产物酸液浓度。对比专利并未涉及废酸中重金属的回收,蒸发过程所得的大量水合硫酸盐结晶转运堆存过程极易对环境产生重金属污染。
与专利(CN104887928A)一种含铁、铬、镍不锈钢酸洗扉页的回收处理方法相比较。对比专利只涉及到废酸中重金属离子的中和沉淀,并未涉及废酸中酸液的处理。对于酸度较高的废酸液,中和过程碱消耗量大,中和工序成本高昂;造成酸碱浪费的同时易产生二次污染;且工艺过程中需来回调节体系pH,造成工艺复杂。
与专利(CN201510037110)一种从冷轧不锈钢酸洗废液中回收混合酸的方法进行比较,本发明方法有如下区别:1、本发明设置了废酸的预中和-预蒸发阶段,利用后续煅烧所得金属氧化物中和废酸中氢离子,有效避免低沸点酸的蒸发;2、蒸发所得结晶直接高温煅烧,通过结晶快速分解,使添加剂分离回用,同时获得金属氧化物。
本发明废酸回收率高,处理过程无二次污染,可基本实现废水中资源的全量化回用,极大减轻后续水处理的负担,保障水处理稳定达标,有利于处理后水的回用,同时能产生可观的经济效益。