
申请日2016.01.12
公开(公告)日2016.04.27
IPC分类号C02F9/04; C02F11/00; C02F11/12; C02F11/18; C02F101/22
摘要
本发明公开了一种从皮革鞣制废水中回收铬的方法,包括如下各步骤:(1)预处理;(2)沉淀分离;(3)脱水;(4)酸化;(5)还原。采用本发明的方法对皮革鞣制废水中重金属元素铬进行回收和资源化利用,既有效解决了含铬废水达标排放和含铬危废的安全处置问题,也为皮革鞣制废水铬的处理开辟了一条新的途径,将回收铬液回用于皮革鞣制工序,变废为宝,减少了铬粉投加量,降低了生产成本,同时减少了含铬危险废物产生量,实现了节能减排。并且本发明方法将皮革鞣制含铬废水处理产生的含铬污泥制成铬鞣剂,有效利用了污泥中有用组分,减少了资源浪费和环境污染,符合清洁生产和循环经济的理念。
权利要求书
1.一种从皮革鞣制废水中回收铬的方法,其特征在于:包括如下各步骤:
(1)预处理:去除皮革鞣制废水中杂质、油脂、悬浮物及部分有机物;
(2)沉淀分离:调节步骤(1)处理后的废水pH值至碱性,加碱同时加入助沉剂,发生絮凝反应形成Cr(OH)3沉淀,絮凝反应时进行蒸汽加热同时进行机械搅拌,反应温度为38℃-40℃,搅拌转速为30-45rpm,反应时间为1~2h,沉降时间为4~5h,然后进行泥水分离得处理后废水和铬泥,所述处理后废水进行后处理,所述铬泥被浓缩至含水率为95%~97%;
(3)脱水:经浓缩后的铬泥进行压滤脱水处理,经脱水后铬泥的含水率为75%~81%;
(4)酸化:在脱水后的铬泥中加入浓硫酸,边加酸边搅拌,同时通入蒸汽逐渐提高铬液温度,当铬液温度达到88℃~93℃时,关闭蒸汽并持续搅拌;
(5)还原:在酸化后的铬泥中加入还原剂将其中的Cr6+还原为Cr3+,连续搅拌直至黄色消失,得可作为铬鞣剂原料的铬液。
2.如权利要求1所述的方法,其特征在于:步骤(1)中,所述皮革鞣制废水先经机械格栅去除杂质,然后在经气浮设备分离油脂、悬浮物及部分有机物,然后再经过滤器去除液体中悬浮性物质。
3.如权利要求2所述的方法,其特征在于:步骤(1)中,所述的机械格栅为转鼓式格栅,栅条间隙为1mm;所述气浮设备为压力溶气气浮机,分离区表面负荷为2~3m3/m2・h,气浮分离时间为30~40min,溶气水回流比为30%~50%;所述的过滤器为刷式自清洗过滤器,过滤精度为80μm,进水压力为3kg/cm2。
4.如权利要求1所述的方法,其特征在于:步骤(2)中,所述pH调节碱液为20%NaOH溶液,pH控制在8.5~10范围内,所述的助沉剂为MgSO4,投加量为50-80mg/l。
5.如权利要求1所述的方法,其特征在于:步骤(2)中,反应温度约为40℃,搅拌转速为40rpm,反应时间为2h,沉降时间为4.5h。
6.如权利要求1所述的方法,其特征在于:步骤(3)中,浓缩后的铬泥经污泥泵输送至板框压滤机进行压滤脱水处理,所述板框压滤机工作温度为常温,工作压力1.0MPa,压滤周期4~6h,其中进泥2~3h,保压1h,卸泥1h。
7.如权利要求1所述的方法,其特征在于:步骤(4)中,酸化所用酸为98%的浓硫酸,用量为铬泥中Cr2O3含量的1.5~2.5倍,酸化时不断进行搅拌,同时通入蒸汽逐渐提高铬液温度,当铬液温度达到90℃时,关闭蒸汽并持续搅拌2h。
8.如权利要求1所述的方法,其特征在于:步骤(5)中,所述的还原剂为NaHSO3, 用量为1.8~2.2kg/m3铬液,反应时间为30min,反应时搅拌。
9.如权利要求1所述的方法,其特征在于:所述方法还包括步骤(6)补铬,检测还原后得到铬液中有效铬含量,并根据生产工艺要求补充铬粉,边加边搅拌,直至完全溶解;步骤(7)陈化,步骤(6)回收的铬液在回用前经过静置陈化,上清液回用,底部杂质排除。
10.如权利要求9所述的方法,其特征在于:步骤(6)中,所述的铬粉为Cr(OH)SO4,补加后铬液中含铬量以三氧化二铬计为20%~25%;步骤(7)中,所述陈化时间为5-7d。
说明书
一种从皮革鞣制废水中回收铬的方法
技术领域
本发明涉及从皮革鞣制废水中回收铬的方法,属于废水处理领域。
背景技术
铬鞣剂鞣制成的皮革耐水洗,耐贮存,有最好的耐湿热稳定性,因此在皮革鞣制加工中广为使用。据统计,每加工一吨生皮,Cr2O3用量约为50kg,其中有三分之一以上未被皮革吸收而进入废水中,这不仅造成铬资源的浪费,而且带来严重的水污染问题。由于铬为重金属,属于国家严格控制排放的第一类污染物。为了将废水中的铬去除,往往需要投加大量的化学药剂,并且最终形成大量的化学污泥。
根据《国家危险废物名录》规定,毛皮鞣制加工废水处理产生的含铬污泥属于危废名录中HW21类危险废物,现在通行的做法是将鞣制废水中的铬通过化学沉淀形成铬泥后交由有资质的危废处理单位按危险废物进行管理和处置。而据了解,每处理一吨含铬危废,费用高达3000元,这对于大多数皮革加工企业来说是难以承受的。因此将皮革鞣制含铬废水中的铬进行回收并回用于生产工艺,在给皮革生产企业降低成本的同时,不仅解决了含铬废水的处理问题,更主要的是解决了含铬污泥的处置问题,实现了环境效益、经济效益和社会效益三者的统一。目前,已有含铬废水处理技术的公开,如CN103101491A中公开了一种从铬废皮渣中回收胶原蛋白和铬盐的方法,该方法使用了金属氧化物、表面活性剂等化学品,成本高,容易引入其他杂质,不利于铬的回收利用。再如CN103833155A中公开了含铬废水处理工艺,该方法回收利用率低。
发明内容
本发明要解决的技术问题是克服现有的缺陷,提供了一种皮革鞣制废水中回收铬的方法,该方法针对皮革加工行业含铬废水的特点和生产工艺的要求,将皮革鞣制废水中的铬进行分离变成铬泥,然后进行脱水、酸化、还原等工序后回收,将其回用于皮革鞣制工序,降低了回收成本,回收利用率高。
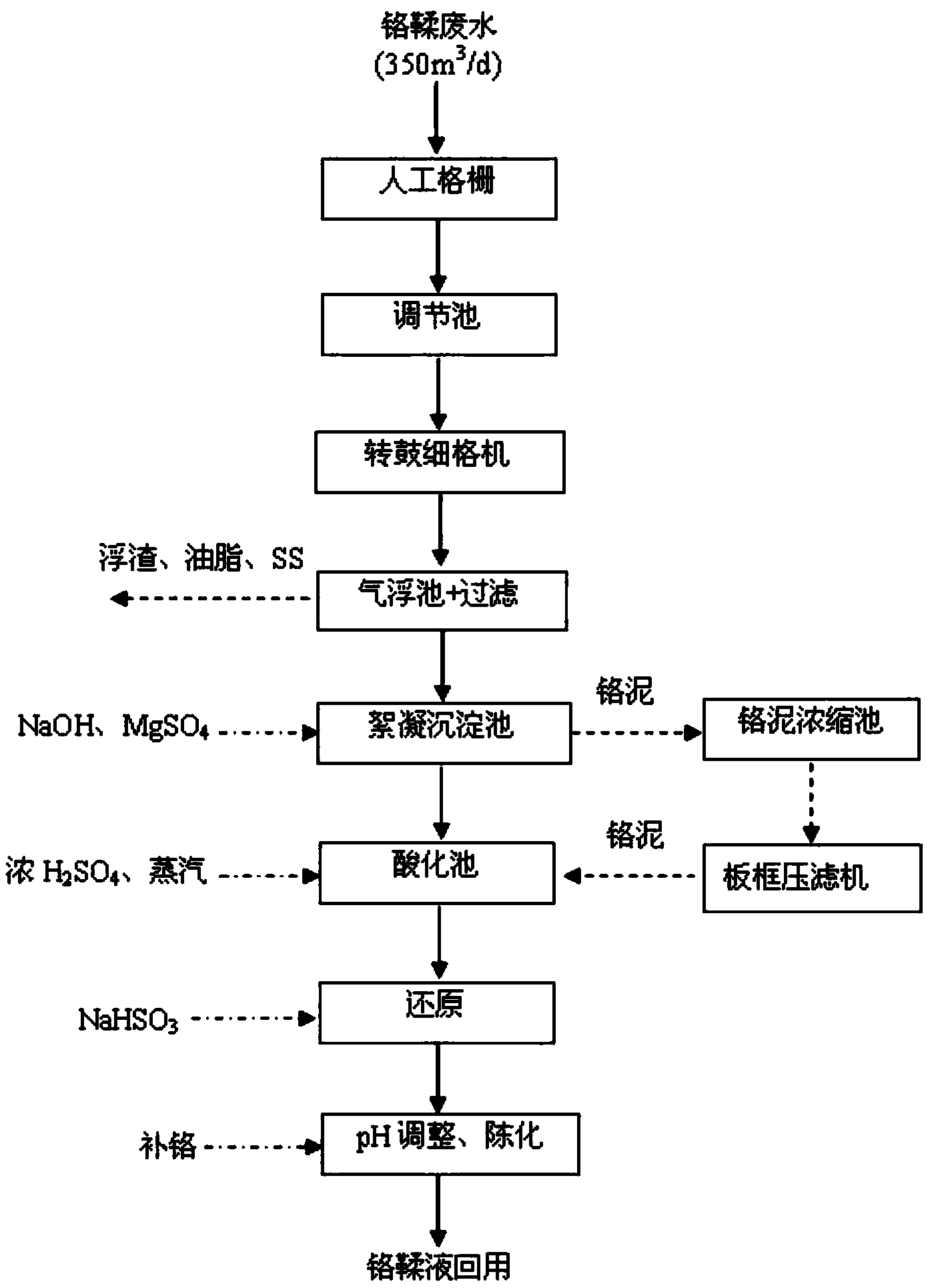
本发明提供了如下的技术方案:一种从皮革鞣制废水中回收铬的方法,包括如下各步骤:
(1)预处理:去除皮革鞣制废水中杂质、油脂、悬浮物及部分有机物;
(2)沉淀分离:调节步骤(1)处理后的废水pH值至碱性,加碱同时加入助沉剂,发生絮凝反应形成Cr(OH)3沉淀,絮凝反应时进行蒸汽加热同时进行机械搅拌,反应温度为38℃-40℃,搅拌转速为30-45rpm,反应时间为1~2h,沉降时间为4~5h,然后进行泥水分离得处理后废水和铬泥,所述处理后废水进行后处理,所述铬泥被浓缩至含水率为95%~97%;
(3)脱水:经浓缩后的铬泥进行压滤脱水处理,经脱水后铬泥的含水率为75%~81%;
(4)酸化:在脱水后的铬泥中加入浓硫酸,边加酸边搅拌,同时通入蒸汽逐渐提高铬液温度,当铬液温度达到88℃~93℃时,关闭蒸汽并持续搅拌;
(5)还原:在酸化后的铬泥中加入还原剂将其中的Cr6+还原为Cr3+,连续搅拌,直至黄色消失,得可作为铬鞣剂原料的铬液。
本发明的技术原理如下:
Cr3++3OH-=Cr(OH)3↓
Cr(OH)3+H2SO4=Cr(OH)SO4+2H2O
本发明的从皮革鞣制废水中回收铬的方法,工艺简单,无需加入氧化剂进行氧化反应,减少了生产成本,另外也无需加入有机物,避免了引入其他杂质,提高了铬的回收利用率。整个工艺中最关键的步骤是步骤(2)沉淀分离,由于Cr(OH)3沉淀是两性氢氧化物,在强酸或强碱条件下都会溶解,而且粒度细小不易沉淀,所以反应条件控制非常重要。首先是PH的控制,20%NaOH在本工艺中容易控制PH值,其次是反应和沉降过程的控制,适当加热即温度为38℃-40℃有利于加快反应速度,增大絮体颗粒,提高沉淀效率,适当的机械搅拌即搅拌转速为30-45rpm使反应更均匀更充分,可提高铬回收率。再次是反应时间和沉淀时间,将反应时间设定为1~2h,沉降时间为4~5h可提高沉淀效率。另外步骤(4)中通入蒸汽有利于加快铬泥的溶解,直接通入蒸汽比间接加热更能促进混合搅拌,使溶解更快。
在上述方案中优选的是,步骤(1)中,所述皮革鞣制废水先经机械格栅去除杂质,然后在经气浮设备分离油脂、悬浮物及部分有机物,然后再经过滤器去除液体中悬浮性物质。
在上述任一方案中优选的是,步骤(1)中,所述的机械格栅为转鼓式格栅,栅条间隙为1mm;所述气浮设备为压力溶气气浮机,分离区表面负荷为2~3m3/m2・h,气浮分离时间为30~40min,溶气水回流比为30%~50%;所述的过滤器为刷式自清洗过滤器,过滤精度为80μm,进水压力为3kg/cm2。
本发明中由于采取了强化预处理措施,减少了杂质,使回收铬的品质大大改善。
在上述任一方案中优选的是,步骤(2)中,所述pH调节碱液为20%NaOH溶液,pH控制在8.5~10范围内(优选为9.5),所述的助沉剂为MgSO4,在碱性条件下生成致密的Mg(OH)2沉淀物,投加量为50-80mg/l。
常规方法用石灰或MgO作沉淀剂,因其溶解度较低,溶解和投加不方便,且会带来杂质结垢等问题,我们选用20%NaOH溶液调节pH值作沉淀剂,并采用溶解度高的MgSO4作助沉剂,生成的沉淀物致密、沉降快,泥量少,容易压滤脱水,而且得到的铬泥品质和纯度较好;加碱同时加入助沉剂可加快沉降速度,提高铬的回收效率,在碱性条件下生成致密的Mg(OH)2沉淀物,铬回收率可达到98%以上。
在上述任一方案中优选的是,步骤(2)中,反应温度约为40℃,搅拌转速为40rpm,反应时间为2h,沉降时间为4.5h。
优选的反应条件,使沉淀效率更好,铬回收率更高。
步骤(2)中分离的废水中铬的回收率大于98%,得到的铬泥含水率一般为99.2%-99.4%。
在上述任一方案中优选的是,步骤(3)中,浓缩后的铬泥经污泥泵输送至板框压滤机进行压滤脱水处理,所述板框压滤机工作温度为常温,工作压力1.0MPa,压滤周期4-6h,其中进泥2~3h,保压1h,卸泥1h。所述的污泥泵为螺杆泵或气动隔膜泵,工作压力≥0.6Mpa。
本发明中使用了一次压滤,节省了回收成本。
在上述任一方案中优选的是,步骤(4)中,酸化所用酸为98%的浓硫酸,用量为铬泥中Cr2O3含量的1.5~2.5倍(优选为2倍),酸化时不断进行搅拌,同时通入蒸汽逐渐提高铬液温度,当铬液温度达到90℃时,关闭蒸汽并持续搅拌2h。
在上述任一方案中优选的是,步骤(5)中,所述的还原剂为NaHSO3,用量为1.8~2.2kg/m3铬液(优选为2kg/m3),反应时间为30min,反应时搅拌。
由于铬泥中含有部分六价铬Cr6+杂质而使铬液显黄色,为了避免回收铬液中的六价铬Cr6+可能对产品质量产生不利影响,因此加入了还原剂。
在上述任一方案中优选的是,所述方法还包括步骤(6)补铬,检测还原后得到铬液中有效铬含量,并根据生产工艺要求补充铬粉,边加边搅拌,直至完全溶解;步骤(7)陈化,步骤(6)回收的铬液在回用前经过静置陈化,上清液回用,底部杂质排除。
在上述任一方案中优选的是,步骤(6)中,所述的铬粉为Cr(OH)SO4(碱式硫酸铬),补加后铬液中含铬量以三氧化二铬(Cr2O3)计为20%~25%;步骤(7)中,所述陈化时间为 5-7d。
本发明的方法进一步包括补铬的步骤,以保证回收的铬液符合生产工艺所需浓度,使铬液重新进入生产,得到重新利用。陈化后pH值为2.5-3.0,碱度为40%左右。
本发明的有益效果:本发明的方法将皮革鞣制废水通过强化预处理(废水除杂、除油、除悬浮物和有机物)及沉淀分离后,所得到的铬泥再经过压滤脱水、酸化、还原、补铬、陈化等步骤,制成符合生产工艺要求的铬鞣剂。采用本发明的方法对皮革鞣制废水中重金属元素铬进行回收和资源化利用,既有效解决了含铬废水达标排放和含铬危废的安全处置问题,也为皮革鞣制废水铬的处理开辟了一条新的途径,将回收铬液回用于皮革鞣制工序,变废为宝,减少了铬粉投加量,降低了生产成本,同时减少了含铬危险废物产生量,实现了节能减排;且本发明所述方法将皮革鞣制含铬废水处理产生的含铬污泥制成铬鞣剂,有效的利用了污泥中有用组分,减少了资源浪费和环境污染,符合清洁生产和循环经济的理念。