
申请日2016.07.26
公开(公告)日2016.10.26
IPC分类号C02F9/10; C01C1/242
摘要
本发明公开了一种基于PTFE脱氨膜组件的氨氮废水处理系统及其工艺,该系统包括微滤系统、加药箱、膜脱氨系统装置、氨资源化系统装置和换热组件;该工艺为:通过微滤系统去除氨氮废水中的悬浮物;利用烧碱溶液调节废水pH值;利用密封加热循环水箱加热废水,氨气分离;利用PTFE脱氨膜组件对废水进行脱氮处理后排放;最后由氨资源化系统装置将收集的氨气转化为硫酸铵溶液,实现氨氮的资源转化。本发明大大提升了工业废水及生活污水的治理能力,不仅对于高浓度氨氮废水具有高效的脱氨净化效果,而且对于氨氮废料具有极高的资源转化率,从而可以促进我国石油化工行业的综合发展,对治理我国因废水排放导致的水体污染、环境污染具有重大意义。
权利要求书
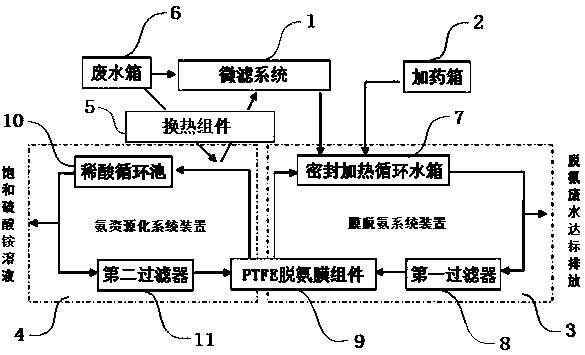
1.一种基于PTFE脱氨膜组件的氨氮废水处理系统,其特征在于:包括微滤系统(1)、加药箱(2)、膜脱氨系统装置(3)、氨资源化系统装置(4)和换热组件(5);所述膜脱氨系统装置(3)由密封加热循环水箱(7)、第一过滤器(8)和PTFE脱氨膜组件(9)组成;所述氨资源化系统装置(4)由稀酸循环器(10)和第二过滤器(11)组成;
所述微滤系统(1)的入水口与废水箱(6)连接,所述微滤系统(1)的出水口与所述膜脱氨系统装置(3)中的所述密封加热循环水箱(7)的入水口连接,所述加药箱(2)与所述密封加热循环水箱(7)的加药口连接,所述密封加热循环水箱(7)的出水口经过所述第一过滤器(8)与所述PTFE脱氨膜组件(9)的入水口连接,所述密封加热循环水箱(7)与所述第一过滤器(8)之间的官道上开设有脱氨废水达标排放口,所述PTFE脱氨膜组件(9)的出水口与所述密封加热循环水箱(7)的回流口连接;
所述PTFE脱氨膜组件(9)的出气口与所述氨资源化系统装置(4)中的所述稀酸循环池(10)的入口连接,所述换热组件(5)设置在所述微滤系统(1)入水口与所述PTFE脱氨膜组件(9)出气口之间,所述稀酸循环池(10)的出口经过所述第二过滤器(11)与所述PTFE脱氨膜组件(9)的酸液回流口连接,所述稀酸循环池(10)与所述第二过滤器(11)之间的管道上开设有硫酸铵溶液回收口。
2.一种采用如权利要求1所述的系统的氨氮废水处理工艺,其特征在于,包括以下具体步骤:
步骤1)将所述废水箱(6)中含有氨氮的废水送入所述微滤系统(1),同时所述换热组件(5)对上述废水进行预加热,然后所述微滤系统(1)对上述废水进行预处理,去除废水中的部分杂质;
步骤2)利用所述加药箱(2)中的NaOH溶液,对经所述微滤系统(1)预处理后的废水进行pH调节;
步骤3)将经pH调节后的废水送入所述膜脱氨系统装置(3)中的所述密封加热循环水箱(7),利用所述密封加热循环水箱(7)对废水进行加热处理,废水中的铵根离子因温度升高转化为氨气,形成氨气废水混合物;
步骤4)将经加热处理后的氨气废水混合物通过所述第一过滤器(8)后送入所述PTFE脱氨膜组件(9)中,所述PTFE脱氨膜组件(9)将氨气废水混合物中的氨气分离出来,一方面将氨气送入所述氨资源化系统装置(4)的所述稀酸循环池(10)中,另一方面将分离氨气后的废水通过废水循环泵的提升,被再次送回到所述密封加热循环水箱(7),构成氨氮废水的循环;在经过若干次氨氮废水的循环后,废水中的游离氨不断被脱除,直到废水中的氨氮浓度到达预定值,再利用酸对废水进行pH值调节,最后将脱氨废水进行达标排放;
步骤5)在将氨气从所述PTFE脱氨膜组件(9)输到所述稀酸循环池(10)的过程中,所述换热组件(5)将带有余温的氨气进行冷却,并将其热量交换给所述微滤系统(1)中的废水,实现废水预加热;
步骤6)所述稀酸循环池(10)对冷却后的氨气进行吸收,氨气与所述稀酸循环池(10)中的稀硫酸进行反应,转换成硫酸铵溶液;同时,采用酸循环泵将所述稀酸循环池(10)中的稀硫酸提升,然后经所述第二过滤器(11)进入所述PTFE脱氨膜组件(9),稀硫酸从所述PTFE脱氨膜组件(9)出来后,回到所述稀酸循环池(10)中,构成稀硫酸的循环;在经过若干次稀硫酸的循环后,稀硫酸的氨气吸收度达到饱和,将饱和的硫酸铵溶液储存至硫酸铵储罐进行销售或回用。
3.根据权利要求2所述的氨氮废水处理工艺,其特征在于:步骤1)中,所述的部分杂质为悬浮物,当去除废水中的悬浮物后,使得废水中的SS值≤20mg/L。
4.根据权利要求2所述的氨氮废水处理工艺,其特征在于:步骤2)中,当加入NaOH溶液后,将废水的pH值调节至10~12。
5.根据权利要求2所述的氨氮废水处理工艺,其特征在于:步骤3)中,所述密封加热循环水箱(7)将废水的温度加热到25~55℃。
6.根据权利要求2所述的氨氮废水处理工艺,其特征在于:步骤4)中,当脱氨废水的pH值调整至6~9时可进行外排。
说明书
基于PTFE脱氨膜组件的氨氮废水处理系统及其工艺
技术领域
本发明属于氨氮废水处理技术领域,具体涉及一种基于PTFE脱氨膜组件的氨氮废水处理系统及其工艺。
背景技术
目前随着我国化肥、石油化工等行业的迅速发展壮大,产生的高氨氮废水也正逐渐增加,浓度可达到1000mg/L;此外,生活垃圾的增多,也使得垃圾填埋场的渗滤液废水氨氮含量更高,可达到2000mg/L。目前由于氨氮废水处理技术相对落后,治理氨氮废水的耗费巨大,严重制约着我国石油化工等各行业的发展。
氨氮废水的一般形成是由于氨水和无机氨共同存在所造成的,主要构成有两种,一种是氨水形成的氨氮,一种是无机氨形成的氨氮,主要是硫酸铵、氯化铵等等。当废水中的氨氮溶入水体中,会大量消耗水中氧气,容易引起水体的破坏,对整个生态环境都会产生极大的危害。据统计,2001-2010年我国海域年均赤潮数达到80次,仅2010年高达82次,对我国沿海经济发展、人民健康生活造成巨大的伤害,其污染的重要原因之一就是氨氮废水排放问题。因此,近年来我国对工业废水及生活废水监管不断加强,经济有效的治理高浓度氨氮废水已经成为当前重要的研究课题,得到了业内人士的高度重视。
目前国内外治理高浓度氨氮废水的主要技术包括吹脱法、沸石脱氨法、化学氧化法、化学氧化法、粉末活性炭去除法及生物脱氮 法。各类方法对高浓度废水都有一定的治理效果,但是都具有一定的缺点。例如:吹脱法,需要大量使用碱性用盐,容易造成二次污染;沸石脱氨法,该方法必须考虑到沸石的再生问题,整体治理成本较高;化学氧化法,净化后废水中含有余氯,必须附加余氯去除装置,治理成本较高;粉末活性炭去除法,该方法也需要考虑到活性炭的再生及氨气的收集;生物脱氮法,生物脱氮法对废水水质要求较高,不适合低有机物、高浓度、高盐分、难降解的工业废水的脱氮。
随着膜技术水平的进步,膜处理技术在环境领域中的应用优势日益显现,氨氮废水膜脱氨技术亦是研究与应用的热点。目前常用的膜脱氨技术有真空膜脱氨、膜吸收脱氨、膜生物反应器脱氨等。
1、膜生物反应器:该方法属于生物脱氨的分支,缺点同样在于对高浓度难降解工业氨氮废水脱氨具有极大的局限性。
2、真空膜脱氨:该方法利用真空技术将膜界面跨膜氨分子快速带出,使界面形成分压差实现脱氨;但是该膜分离技术运行成本高,维修不便,因此也有较大局限性。
3、膜吸收氨:该方法是利用酸性溶液作吸收剂,其快速的化学反应使界面氨分压差增大明显,具有较高的脱氨效率;但是该种工艺由于采用硫酸等酸性溶液作为吸收剂,处理过程中会形成大量含有稀硫酸的硫酸铵溶液,无法直接作为农药进行使用,也很难通过其他工艺进行处理,在一定程度上,造成了二次污染。
由此可见,虽然膜处理技术正逐步被重视,但是目前通用的膜组件稳定性差,易污染、润湿和泄露问题严重,并且传统膜组件的使用寿命低,从而限制了分离膜在高度废水中的应用。
中空纤维膜是一种自支撑多孔膜,而聚四氟乙烯(PTFE)被称为“塑料王”,其具有耐酸碱、耐高低温、耐微生物侵袭、抗氧化性等突出的特点,被业界称为第四代膜材料,在膜分离领域中正不断被开发。采用PTFE材料制备的中空纤维膜组件具有拉伸强度高、状态密度大、孔隙率佳、柔韧性好、可以反冲洗、耐酸碱、耐氧化、超疏水化等优点,与其他材质的中空纤维膜相比,具有明显的优势,可以应用在微滤、超滤、膜蒸馏、膜接触器、膜反应器等膜分离过程中。
即便PTFE中空纤维膜组件对氨氮废水处理效果已经得到了业内的认可,但目前PTFE中空纤维膜组件也并未广泛运用于氨氮废水处理中,治理工艺还不够成熟,处理氨氮废水效果任然不够理想,脱氨率只有60~88%左右,并未达到较高的净化效果,治理效果不能满足现代石油化工行业的需求。尤其是氨回收方面,资源转化率仅15%左右,不仅需要新设工艺处理氨氮废料,更主要的是资源浪费,未达到绿色生产的目的。
例如:《一种含氨废水的处理装置及处理方法》(专利号/申请号:201510667143.2)――PTFE膜组件处理氨氮废水。
该工艺利用“非支撑”类的聚四氟乙烯中空纤维膜组件,处理氨氮废水,该发明摒弃了传统的硫酸等酸性吸收剂,不会产生稀硫酸,工艺较之前的更为简单,解决了含氨废水的处理问题。但是目前该工艺还不成熟,脱氨率不能达到较高水平,并且氨氮资源转化率不高,还不能实现对氨氮废料的完全收集,仍有较大的提升空间。
发明内容
针对目前氨氮废水处理成本高以及氨氮资源转化率不高等行业共性问题,本发明提供一种基于PTFE脱氨膜组件的氨氮废水处理系统及其工艺,以实现氨氮废水的高效处理和废料的高回收率,达到绿色生产、废物利用的目的。
为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
一种基于PTFE脱氨膜组件的氨氮废水处理系统,包括微滤系统、加药箱、膜脱氨系统装置、氨资源化系统装置和换热组件;所述膜脱氨系统装置由密封加热循环水箱、第一过滤器和PTFE脱氨膜组件组成;所述氨资源化系统装置由稀酸循环器和第二过滤器组成;
所述微滤系统的入水口与废水箱连接,所述微滤系统的出水口与所述膜脱氨系统装置中的所述密封加热循环水箱的入水口连接,所述加药箱与所述密封加热循环水箱的加药口连接,所述密封加热循环水箱的出水口经过所述第一过滤器与所述PTFE脱氨膜组件的入水口连接,所述密封加热循环水箱与所述第一过滤器之间的官道上开设有脱氨废水达标排放口,所述PTFE脱氨膜组件的出水口与所述密封加热循环水箱的回流口连接;
所述PTFE脱氨膜组件的出气口与所述氨资源化系统装置中的所述稀酸循环池的入口连接,所述换热组件设置在所述微滤系统入水口与所述PTFE脱氨膜组件出气口之间,所述稀酸循环池的出口经过所述第二过滤器与所述PTFE脱氨膜组件的酸液回流口连接,所述稀酸循环池与所述第二过滤器之间的管道上开设有硫酸铵溶液回收口。
一种基于PTFE脱氨膜组件的氨氮废水处理工艺,包括以下具体步骤:
步骤1)将所述废水箱中含有氨氮的废水送入所述微滤系统,同时所述换热组件对上述废水进行预加热,然后所述微滤系统对上述废水进行预处理,去除废水中的部分杂质;
步骤2)利用所述加药箱中的NaOH溶液,对经所述微滤系统预处理后的废水进行pH调节;
步骤3)将经pH调节后的废水送入所述膜脱氨系统装置中的所述密封加热循环水箱,利用所述密封加热循环水箱对废水进行加热处理,废水中的铵根离子因温度升高转化为氨气,形成氨气废水混合物;
步骤4)将经加热处理后的氨气废水混合物通过所述第一过滤器后送入所述PTFE脱氨膜组件中,所述PTFE脱氨膜组件将氨气废水混合物中的氨气分离出来,一方面将氨气送入所述氨资源化系统装置的所述稀酸循环池中,另一方面将分离氨气后的废水通过废水循环泵的提升,再次送回到所述密封加热循环水箱,构成氨氮废水的循环;在经过若干次氨氮废水的循环后,废水中的游离氨不断被脱除,直到废水中的氨氮浓度到达预定值,再利用酸对废水进行pH值调节,最后将脱氨废水进行达标排放;
步骤5)在将氨气从所述PTFE脱氨膜组件输到所述稀酸循环池的过程中,所述换热组件将带有余温的氨气进行冷却,并将其热量交换给所述微滤系统中的废水,实现废水预加热;
步骤6)所述稀酸循环池对冷却后的氨气进行吸收,氨气与所述稀酸循环池中的稀硫酸进行反应,转换成硫酸铵溶液;同时,采用 酸循环泵将所述稀酸循环池中的稀硫酸提升,然后经所述第二过滤器进入所述PTFE脱氨膜组件,稀硫酸从所述PTFE脱氨膜组件出来后,回到所述稀酸循环池中,构成稀硫酸的循环;在经过若干次稀硫酸的循环后,稀硫酸的氨气吸收度达到饱和,将饱和的硫酸铵溶液储存至硫酸铵储罐进行销售或回用。
进一步的,步骤1)中,所述的部分杂质为悬浮物,当去除废水中的悬浮物后,使得废水中的SS值≤20mg/L。
进一步的,步骤2)中,当加入NaOH溶液后,将废水的pH值调节至10~12。
进一步的,步骤3)中,所述密封加热循环水箱将废水的温度加热到25~55℃。
进一步的,步骤4)中,当脱氨废水的pH值调整至6~9时可进行外排。
与现有技术相比,本发明的有益效果是:
1、传统氨氮废水处理系统及工艺的处理效果虽有一定成效,但是存在各种技术问题,如成本、使用寿命及后期处理问题等;而目前利用PTFE中空纤维膜组件处理高浓度氨氮废水的工艺也还不够成熟,净化效率不高是目前工艺不成熟的主要表现;但本发明利用新型聚四氟乙烯中空纤维管膜组件(PTFE脱氨膜组件),通过新型处理工艺,提高废水脱氮率,能够实现高浓度氨氮废水的高效净化治理,氨氮去除率可达到95%~99%,解决了目前石油、化工、生活废水处理净化率不高等技术难点。
2、现有氨氮废水治理工艺中,净化后脱离出的氨氮废料转化为氨水的转化率仅有15%~60%,剩余废料还需要进行后续处理才能达 到排放要求;这不仅浪费了大量的氨资源,更是提高了企业治理成本,经济型较差;但本发明利用PTFE脱氨膜组件配合新工艺,有效地将氨氮废料转化为高浓度的硫酸铵溶液,能够实现氨氮废料的高效回收,氨氮资源转化率达到97.5%,解决了目前行业废料回收率不超过60%的共性问题,实现了废物利用、绿色生产的目的,节省了企业生产成本。
3、在本发明的整个处理工艺中,加入了换热组件实现热回收,进一步节省了企业净化成本。
4、本发明大大提升了工艺废水及生活污水的治理能力,不仅对于高浓度氨氮废水具有高效的脱氨净化效果,而且对于氨氮废料具有极高的资源转化率,并实现绿色生产的最终目的,从而可以促进我国石油化工行业的综合发展,对治理我国因废水排放导致的水体污染、环境污染具有重大意义。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明。本发明的具体实施方式由以下实施例及其附图详细给出。