
申请日2016.08.27
公开(公告)日2016.12.14
IPC分类号C02F9/14; C02F101/16
摘要
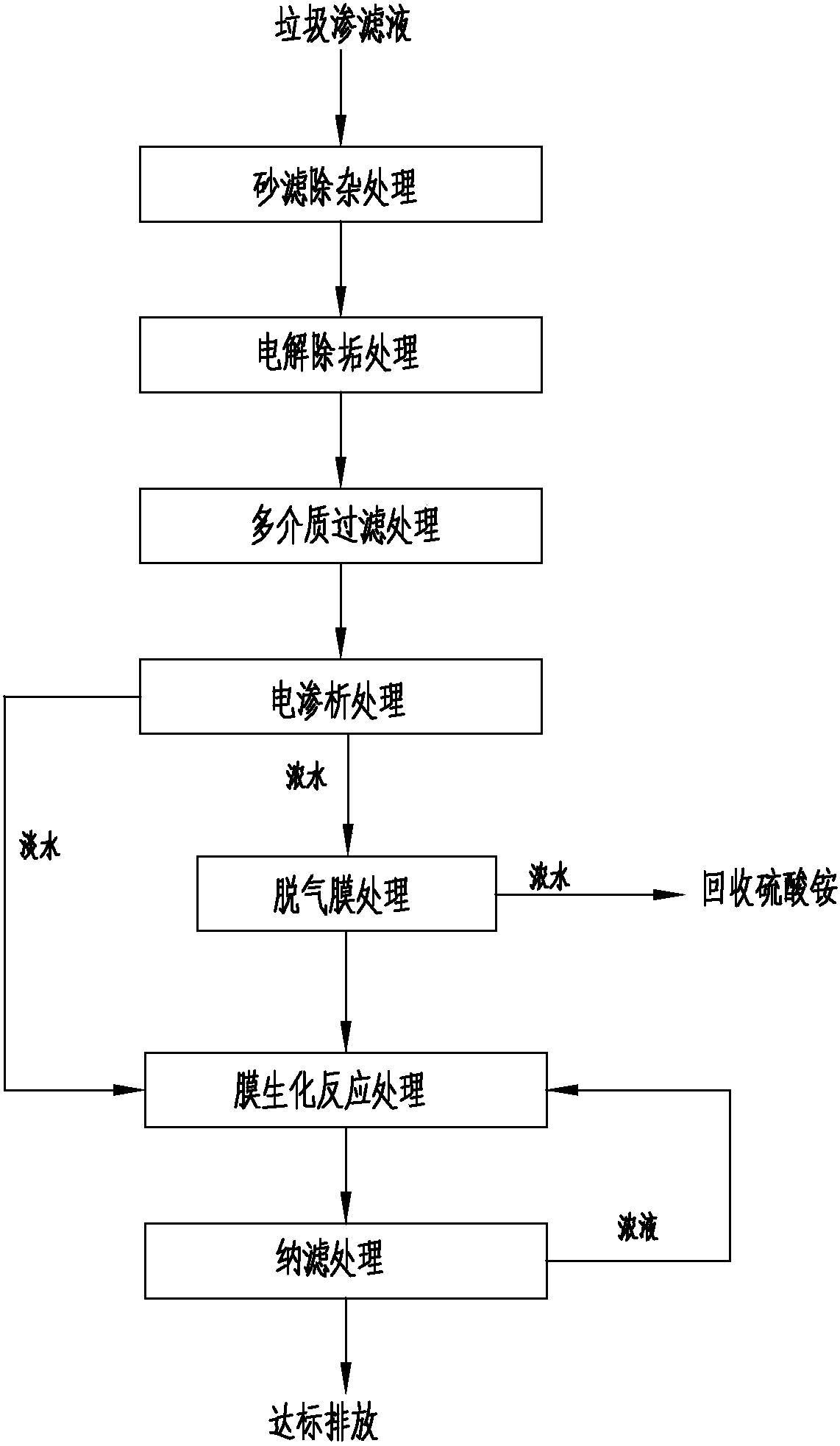
本发明涉及一种高氨氮垃圾渗滤液的处理方法,通过砂滤除杂处理截留垃圾渗滤液中的颗粒物和悬浮物,通过电解除垢处理降低渗滤液的总硬度和碱度,避免后续工艺段出现结垢问题,通过多介质过滤处理降低软化渗滤液的悬浮物和浊度,通过电渗析处理将无机盐分与有机物分离,将氨氮转移至浓水侧而进行回收,将电渗析所产低氨氮淡水和脱气膜排水进入膜生化反应处理,利用纳滤工艺保证达标排放膜生物反应处理。本发明用脱氨预处理工艺和膜深度处理工艺结合,组合工艺处理效果好,运行稳定,不但解决了高浓度氨氮渗滤液碳氮比失调难以生化处理的问题,还有效回收其中的氨氮,高氨氮可资源化利用,投资和运行成本较低。
摘要附图
权利要求书
1.一种高氨氮垃圾渗滤液的处理方法,其特征在于:按以下步骤进行:
⑴、砂滤除杂处理:将垃圾渗滤液送入砂滤器内,截留垃圾渗滤液中的大分子颗粒物以及胶体和悬浮物;
⑵、电解除垢处理:将砂滤后的出水送入电解除垢装置的电解槽内,通电后经电解极板对渗滤液进行电解处理,使碳酸盐沉淀并吸附在阴极电解极板表面,电解时间控制在10~30min,切换电源倒极,倒极时间控制在1~5min,倒极时碳酸盐沉淀物脱落并被排出,砂滤出水的总硬度去除率≥90%,其中,所述的电解极板为铁极板;
⑶、多介质过滤处理:将电解除垢后的出水送入多介质过滤器内,经多介质过滤器的介质滤层内至少三种以上不同滤料过滤后,除杂满足电渗析进水要求;
⑷、电渗析处理:将过滤后的出水送入电渗析器内进行处理,对渗滤液中的氨氮与有机物进行分离,分离后电渗析的浓水送入脱气膜处理、渗滤液的淡水送入MBR膜生物反应器,渗滤液的淡水碳氮比在4~6:1;
⑸、脱气膜处理:对电渗析的浓水加碱后通入内具有中空纤维膜的脱气膜管,在常温和常压下使浓水从中空纤维膜内流过,中空纤维膜外部通入循环的稀硫酸,将浓水中的氨氮离子转化为氨气后再透过中空纤维膜外被稀硫酸吸收,形成液态硫酸铵回收,脱气膜管的出水送MBR膜生物反应器;
⑹、膜生物反应处理:对电渗析处理后的淡水、脱气膜处理后的出水在MBR膜生物反应器内进行生化反应,废水先在反硝化池内进行连续推流曝气进行反硝化,再将废水自流进入硝化池内,经鼓风曝气进行硝化反应,反硝化池内的污泥浓度及硝化池内的污泥浓度在15~30g/L,硝化反应后的废水经输送泵提升输至超滤膜组件进行泥水分离,处理后的超滤浓液回流至反硝化池,清液送至纳滤处理;
⑺、纳滤处理:将超滤后的清液送入纳滤膜组件内进行过滤处理,经纳滤后的清液出水达标排放、纳滤浓液回流至MBR膜生物反应器的反硝化池。
2.根据权利要求1所述的高氨氮垃圾渗滤液的处理方法,其特征在于:所述砂滤器内滤料为石英砂,且石英砂的粒径在0.5~1.5mm,经砂滤除杂处理后出水中的固体悬浮物去除率在95~98%。
3.根据权利要求1所述的高氨氮垃圾渗滤液的处理方法,其特征在于:所述的电解极板的尺寸长20~500mm、宽60~100mm,厚度为1~5mm,极板间距为10~30mm。
4.根据权利要求1所述的高氨氮垃圾渗滤液的处理方法,其特征在于:所述的超滤膜组件为管式超滤膜组件或者平板超滤膜组件。
5.根据权利要求1所述的高氨氮垃圾渗滤液的处理方法,其特征在于:所述的纳滤纳滤膜组件为卷式膜组件。
说明书
高氨氮垃圾渗滤液的处理方法
技术领域
本发明涉及一种高氨氮垃圾渗滤液的处理方法,属于污水处理技术领域。
背景技术
城市生活垃圾卫生填埋过程会产生大量垃圾渗滤液,而垃圾渗滤液是一种成分复杂的高浓度有机废水,具有高污染负荷和综合污染的典型特征,其水量大、色度深、水质复杂、有机物浓度高、氨氮浓度高等。
目前,业内普遍采用“预处理+生化处理+膜深度处理”工艺处理垃圾渗滤液。其中,生化处理一般采用硝化-反硝化+MBR,以保证脱氨效果。
而膜生物反应处理过程中,反硝化时的活性污优势菌为异养菌,反硝化过程需要消耗有机质,因此,需要保证原水中有足够的有机碳源。然而,垃圾填埋区通常为整体封闭的厌氧环境,随着填埋时间的增加,渗滤液中有机质厌氧发酵转化为甲烷,导致部分渗滤液处理工程出现了碳氮比失调问题。如江苏某垃圾填埋场处理项目,一年后其渗滤液COD浓度为5000mg/L,氨氮浓度高达2500mg/L,但碳氮比仅为2:1,反硝化处理时需要大量外投加碳源,才能满足对垃圾渗滤液进行反硝化,故会增加处理成本。另外,垃圾组分对于渗滤液也有主要影响。如广东某垃圾填埋场,填埋垃圾中有机物和蛋白类物质较多,其渗滤液COD浓度为10000mg/L左右,氨氮浓度为5000mg/L,反硝化最低碳氮比要求为3:1,需要外加碳源才能将原水COD调节至15000mg/L左右,方可满足脱氨需求,由于进水有机负荷已超过生化系统设计限值,且高氨氮硝化需要大量曝气,使得渗滤液处理站不得不降水量运行,降低处理效率。并且,高氨氮对于微生物具有毒害作用,硝化过程需要在有机物浓度较低的有氧环境下发生,而反硝化过程则要求无氧且存在有机物的环境条件,因此高氨氮对硝化菌的活性起到抑制作用,难以发生硝化反应。
现有的预处理方法通常采用吹脱法、汽提法、离子交换法或沉淀法等。吹脱法需要大量投加碱调节渗滤液的pH值,出水还需要加酸调回中性,对尾气吸收要求较高。而沉淀法需要过量投加磷酸盐,出水含磷故难以处置,会增加垃圾渗滤液处理成本。汽提法需要大量蒸汽,能耗较高,同样也增加了垃圾渗滤液处理成本。而离子交换法处理是通过离子交换树脂对渗滤中的有机物、重金属等进行吸附处理,但多次再生后离子交换树脂稳定性下降,效果难以保证,多局限于实验室内研究。
发明内容
本发明的目的是提供一种工艺合理,系统运行稳定,高氨氮能资源化利用,投资和运行成本较低,且出水水质好的高氨氮垃圾渗滤液的处理方法。
本发明为达到上述目的的技术方案是:一种高氨氮垃圾渗滤液的处理方法,其特征在于:按以下步骤进行:
⑴、砂滤除杂处理:将垃圾渗滤液送入砂滤器内,截留垃圾渗滤液中的大分子颗粒物以及胶体和悬浮物;
⑵、电解除垢处理:将砂滤后的出水送入电解除垢装置的电解槽内,通电后经电解极板对渗滤液进行电解处理,使碳酸盐沉淀并吸附在阴极电解极板表面,电解时间控制在10~30min,切换电源倒极,倒极时间控制在1~5min,倒极时碳酸盐沉淀物脱落并被排出,砂滤出水的总硬度去除率≥90%,其中,所述的电解极板为铁极板;
⑶、多介质过滤处理:将电解除垢后的出水送入多介质过滤器内,经多介质过滤器的介质滤层内至少三种以上不同滤料过滤后,除杂满足电渗析进水要求;
⑷、电渗析处理:将过滤后的出水送入电渗析器内进行处理,对渗滤液中的氨氮与有机物进行分离,分离后电渗析的浓水送入脱气膜处理、渗滤液的淡水送入MBR膜生物反应器,渗滤液的淡水碳氮比在4~6:1;
⑸、脱气膜处理:对电渗析的浓水加碱后通入内具有中空纤维膜的脱气膜管,在常温和常压下使浓水从中空纤维膜内流过,中空纤维膜外部通入循环的稀硫酸,将浓水中的氨氮离子转化为氨气后再透过中空纤维膜外被稀硫酸吸收,形成液态硫酸铵回收,脱气膜管的出水送MBR膜生物反应器;
⑹、膜生物反应处理:对电渗析处理后的淡水、脱气膜处理后的出水在MBR膜生物反应器内进行生化反应,废水先在反硝化池内进行连续推流曝气进行反硝化,再将废水自流进入硝化池内,经鼓风曝气进行硝化反应,反硝化池内的污泥浓度及硝化池内的污泥浓度在15~30g/L,硝化反应后的废水经输送泵提升输至超滤膜组件进行泥水分离,处理后的超滤浓液回流至反硝化池,清液送至纳滤处理;
⑺、纳滤处理:将超滤后的清液送入纳滤膜组件内进行过滤处理,经纳滤后的清液出水达标排放、纳滤浓液回流至MBR膜生物反应器的反硝化池。
本发明对高氨氮垃圾渗滤液处理时,在生化处理前,首先通过砂滤除杂,截留垃圾渗滤液中的大分子颗粒物以及胶体和悬浮物,而能降低垃圾渗滤液的浊度,而能确保后序的电解除垢工艺的稳定运行。本发明通过电解除垢处理,电解除垢能利用垃圾渗滤液原水中的离子进行反应除垢,无需外加药剂,操作简单,能降低渗滤液的总硬度和碱度,解决后续渗滤液在电渗析处理时使电渗析系统结垢问题,经软化处理后的渗滤液进入MBR膜生物反应器内不会造成硬度离子累积,使生化系统运行稳定。本发明通过多介质过滤处理,将软化后渗滤液中的固体悬浮物、浊度、油及铁离子进行吸附处理,能满足电渗析进水要求,使电渗析系统能能稳定运行。本发明将渗滤液经电渗析处理,使渗滤液中的氨氮能与有机物进行很好的分离,并将分离后高氨氮的浓水经脱气膜处理进行硫酸铵回收,能实现资源化利用,将渗滤液低氨氮的淡水以及脱气膜的出水则送入MBR膜生物反应器进行膜生化反应处理,通过MBR膜生物反应器的反硝化和硝化对渗滤液内的有机物污染物进行降解,而纳滤后的浓液作这碳源回流到MBR膜生物反应器的反硝化池内,实现活性污泥回流,保持了生化系统中活性污泥的稳定性,经纳滤处理截留废水中的有机物和高价盐,使出水保证达标排放。本发明经电渗析处理后的淡水的碳氮比在4~6:1,适合生化处理,膜生物反应处理时能充分利用进水中的碳源来进行反硝化反应,而无需外投加碳源,解决了高浓度氨氮渗滤液碳氮比失调难以生化处理的问题,同时也降低了处理成本。本发明用脱氨预处理工艺和膜深度处理工艺结合,组合工艺处理效果好,运行稳定,不但解决了高浓度氨氮渗滤液碳氮比失调难以生化处理的问题,还有效回收其中的氨氮,高氨氮可资源化利用,投资和运行成本较低。
本发明采用电渗析法将渗滤液中氨氮进行分离,分离可靠、效果好,电渗析分离后的浓水产量少、氨氮浓度高,提取能资源化利用,电渗析处理后的淡水为低氨氮出水,故仅需对部分氨氮进行分离,在降低电渗析的运行成本的同时,不仅能满足脱氨要求,而且使有机负荷不超过生化系统设计限值,生化处理系统能稳定运行。本发明采用脱气膜工艺回收氨氮,回收过程在常温、常压下进行,无需高温或者吹脱,操作简单,运行稳定。本发明采用膜生物反应工艺来处理脱氨后的渗滤液,使各生化反应池内的污泥浓度达到15~30g/L,提高处理系统的有机容积负荷,减少了占地面积。