
申请日2017.04.28
公开(公告)日2017.08.18
IPC分类号C02F3/34; C02F3/28; C02F3/30
摘要
本发明公开了一种厌氧污水处理装置及工艺:向厌氧膜生物反应器和厌氧氨氧化反应器中分别接种厌氧消化污泥和厌氧氨氧化污泥;废水依次流经厌氧膜生物反应器,反硝化反应器和厌氧氨氧化池后出水,部分回流到反硝化反应器。其中,厌氧膜生物反应器回收沼气能源和去除有机污染物,反硝化反应器兼具反硝化脱氮和菌群预选择作用,厌氧氨氧化池去除总氮并有效降低脱氮曝气量。本发明既可用于高浓度有机废水,实现以厌氧为主的碳氮达标和沼气回收;也可用于低浓度有机废水处理,大幅减少处理过程中所需的曝气量。
权利要求书
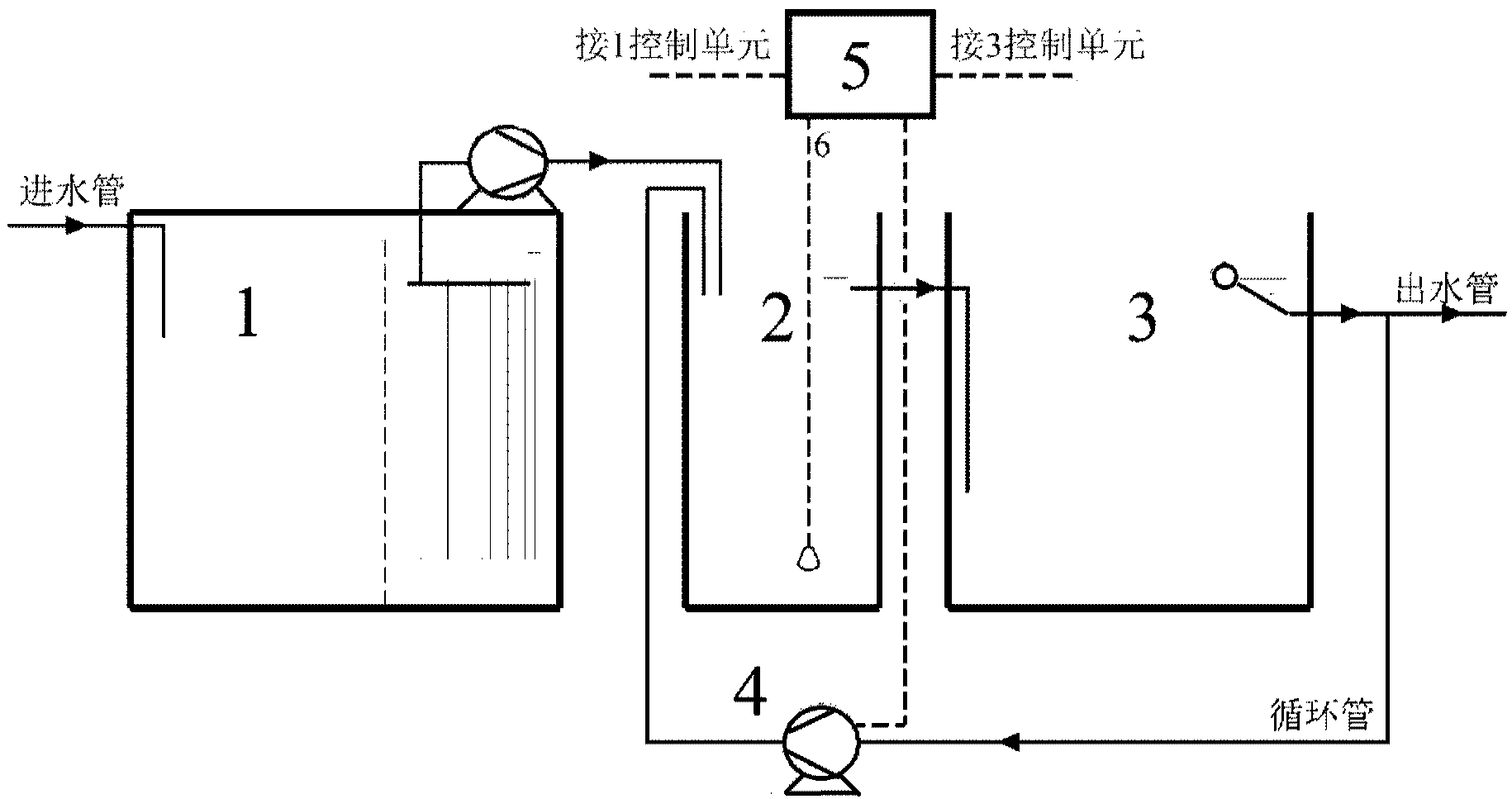
1.一种厌氧污水处理装置,包括厌氧膜生物反应器(1),反硝化反应器(2),厌氧氨氧化反应器(3);
厌氧膜生物反应器(1),对输入的有机废水进行厌氧消化处理,去除有机废水中的耗氧有机污染物;
反硝化反应器(2),接收厌氧膜生物反应器(1)的出水和厌氧氨氧化反应器(3)循环口的出水,进行反硝化脱总氮、脱氮菌群预选择、水量协同调节,进一步去除总氮和耗氧有机污染物;
厌氧氨氧化反应器(3),接收反硝化反应器(2)反硝化脱氮后的废水,进行厌氧氨氧化脱氮处理,用以去除氨氮和总氮污染物。
2.根据权利要求1所述的厌氧污水处理装置,其中,该厌氧污水处理装置还包括循环泵(4),厌氧氨氧化反应器(3)循环口的出水通过循环泵(4)与反硝化反应器(2)连接。
3.根据权利要求1所述的厌氧污水处理装置,其中,该厌氧污水处理装置还包括反应器控制系统(5),通过监测反硝化反应器(2)的液位,控制厌氧膜生物反应器(1)的出水量、厌氧氨氧化反应器(3)的进水量以及厌氧氨氧化反应器(3)循环口的出水通过循环泵(4)进入反硝化反应器(2)的回流量。
4.根据权利要求3所述的厌氧污水处理装置,其中,所述反应器控制系统(5)通过反硝化反应器(2)内的液位监控(6)监测反硝化反应器(2)的液位。
5.根据权利要求1所述的厌氧污水处理装置,其中,所述厌氧膜生物反应器(1)为两相厌氧管式膜生物反应器或内循环厌氧膜生物反应器。
6.根据权利要求1所述的厌氧污水处理装置,其中,所述厌氧氨氧化反应器(3)为一体式厌氧氨氧化脱氮反应器。
7.一种厌氧污水处理工艺,采用权利要求1~6中任一项所述的厌氧污水处理装置进行废水处理,包括:
厌氧膜生物反应器接收有机废水,进行厌氧消化处理,去除有机废水中的耗氧有机污染物;
反硝化反应器接收厌氧膜生物反应器的出水和厌氧氨氧化反应器循环口的出水,进行反硝化脱氮处理、脱氮菌群预选择、水量协同调节,并进一步去除总氮和耗氧有机污染物;
厌氧氨氧化反应器接收反硝化反应器反硝化脱氮后的废水,进行厌氧氨氧化脱氮处理,用以去除氨氮污染物。
8.根据权利要求7所述的厌氧污水处理工艺,其中,所述厌氧氨氧化反应器循环口的出水,为根据出水中的总氮量选择是否回流,循环口的出水回流比为50~300%。
9.根据权利要求7所述的厌氧污水处理工艺,其中,
所述厌氧消化处理具体为:利用厌氧膜生物反应器内装有的厌氧消化污泥去除有机废水中的耗氧有机污染物,生成挥发性有机酸和难降解的有机物,同时产生沼气和氨态氮;
所述反硝化脱氮处理具体为:利用反硝化反应器内的反硝化污泥进行反硝化脱总氮、脱氮菌群预选择、水量协同调节,进一步去除总氮和耗氧有机污染物;以及
所述厌氧氨氧化脱氮处理具体为:利用厌氧氨氧化反应器内的厌氧氨氧化污泥进行厌氧氨氧化脱氮处理,用以去除氨氮和总氮等污染物,将其转化为氮气和硝态氮。
10.根据权利要求7所述的厌氧污水处理工艺,其中,所述沼气能源为甲烷和二氧化碳的混合气。
11.根据权利要求7所述的厌氧污水处理工艺,其中,所述反硝化脱氮处理,为反硝化脱硝态氮处理。
12.根据权利要求7所述的厌氧污水处理工艺,其中,所述厌氧膜生物反应器和所述厌氧氨氧化反应器的温度均保持在33~37℃。
13.根据权利要求7所述的厌氧污水处理工艺,其中,所述反应器控制系统,通过反硝化反应器内的液位监控监测反硝化反应器的液位,用以控制厌氧膜生物反应器的出水量、厌氧氨氧化反应器的进水量以及厌氧氨氧化反应器循环口的出水通过循环泵进入反硝化反应器的回流量,满足系统提高总氮去除率的需要,同时满足整个系统各个反应器的水量平衡需求。
说明书
一种厌氧污水处理装置及工艺
技术领域
本发明涉及废水处理和新能源技术领域,尤其涉及一种厌氧污水处理装置及工艺。
背景技术
根据2015年中国国家统计局年鉴,作为一种高浓度有机废水,农副食品加工业废水以6.0%的工业排放总量排放了11%的耗氧有机污染物(CODCr),具有典型性。农副食品加工业废水污染物浓度高、排放量大且达标排放率低,污染减排和资源化的潜力巨大。据全国污染源普查,2010年农副食品加工业(包括玉米加工、畜禽养殖等)废水排放量13.2×108t,在41个分类行业中排名第4位,而排放达标率仅仅为第37位。其中最为突出的污染物耗氧有机污染物(CODCr)和氨氮年排放49.6×104t和2.1×104t,排名第2位和第3位。随着国家污染减排力度的加大和中央一号文件大力推动专业大户、家庭农场、农民合作社等的规模化发展,农副食品加工业将长期稳定增长。同时,新出台的淀粉、制糖和酒精等工业废水标准提高了化学耗氧量耗氧有机污染物(CODCr)、氨氮和总氮排放标准,农副食品加工业废水处理与资源化的技术要求正在迅速提高。
耗氧有机污染物CODCr和氨氮是这类废水达标排放的限制性污染物,现有主流技术为厌氧、好氧和物化的组合工艺,其工艺核心和关键运行单元往往为好氧工艺。典型的工艺流程如:UASB+BAF、UASB+A/O、UBF+CASS等厌氧-好氧组合生物工艺,或沉淀、气浮等物化+生物处理。其中曝气能耗是其主要能耗构成,污泥处理是其重要成本构成。这些组合水处理工艺的一个重要问题是其流程甚至比食品加工工艺长,给工厂带来操作复杂、反应器构造不便于维护、人工要求多、占地大、不易实现自动化控制等运行困难。另一个重要问题是,传统以好氧单元为核心的污水处理工艺需要大量曝气,不仅大量消耗能源,还把可以回收为能源或资源的COD有机物消耗掉,并转化为污泥,反而成为需要进一步处理的二次污染物,既不绿色又增加了大量处理成本。此外,大量曝气还导致了臭味的逸散,给污水处理厂、农副食品加工业厂区环境带来负面影响,甚至造成邻避问题等较大社会影响。
发明内容
(一)要解决的技术问题
本发明目的在于提供一种以厌氧膜生物反应、厌氧氨氧化为核心的组合工艺装置及方法,用以解决现有常规处理工艺中大量曝气的问题,解决现有厌氧膜生物反应器出水氨氮不达标,厌氧氨氧化进水要求高、出水中硝态氮残留达标难的问题,形成以厌氧技术为核心的高浓度有机废水达标处理工艺。
(二)技术方案
本发明的一方面提供一种厌氧污水处理装置,包括厌氧膜生物反应器1,反硝化反应器2,厌氧氨氧化反应器3;
厌氧膜生物反应器1,对输入的有机废水进行厌氧消化处理,去除有机废水中的耗氧有机污染物;
反硝化反应器2,接收厌氧膜生物反应器1的出水和厌氧氨氧化反应器3循环口的出水,进行反硝化脱总氮、脱氮菌群预选择、水量协同调节,进一步去除总氮和耗氧有机污染物;
厌氧氨氧化反应器3,接收反硝化反应器2反硝化脱氮后的废水,进行厌氧氨氧化脱氮处理,用以去除氨氮和总氮污染物。
其中,该厌氧污水处理装置还包括循环泵4,厌氧氨氧化反应器3循环口的出水通过循环泵4与反硝化反应器2连接。
其中,该厌氧污水处理装置还包括反应器控制系统5,通过监测反硝化反应器2的液位,控制厌氧膜生物反应器1的出水量、厌氧氨氧化反应器3的进水量以及厌氧氨氧化反应器3循环口的出水通过循环泵4进入反硝化反应器2的回流量。
其中,所述反应器控制系统5通过反硝化反应器2内的液位监控6监测反硝化反应器2的液位。
其中,所述厌氧膜生物反应器1为两相厌氧管式膜生物反应器或内循环厌氧膜生物反应器。
其中,所述厌氧氨氧化反应器3为一体式厌氧氨氧化脱氮反应器。
本发明的另一方面提供一种厌氧污水处理工艺,采用所述的厌氧污水处理装置进行废水处理,包括:
厌氧膜生物反应器接收有机废水,进行厌氧消化处理,去除有机废水中的耗氧有机污染物;
反硝化反应器接收厌氧膜生物反应器的出水和厌氧氨氧化反应器循环口的出水,进行反硝化脱氮处理、脱氮菌群预选择、水量协同调节,并进一步去除总氮和耗氧有机污染物;
厌氧氨氧化反应器接收反硝化反应器反硝化脱氮后的废水,进行厌氧氨氧化脱氮处理,用以去除氨氮污染物。
其中,所述厌氧氨氧化反应器循环口的出水,为根据出水中的总氮量选择是否回流,循环口的出水回流比为50~300%。
其中,所述厌氧消化处理具体为:利用厌氧膜生物反应器内装有的厌氧消化污泥去除有机废水中的耗氧有机污染物,生成挥发性有机酸和难降解的有机物,同时产生沼气和氨态氮;
所述反硝化脱氮处理具体为:利用反硝化反应器内的反硝化污泥进行反硝化脱总氮、脱氮菌群预选择、水量协同调节,进一步去除总氮和耗氧有机污染物;以及
所述厌氧氨氧化脱氮处理具体为:利用厌氧氨氧化反应器内的厌氧氨氧化污泥进行厌氧氨氧化脱氮处理,用以去除氨氮和总氮等污染物,将其转化为氮气和硝态氮。
其中,所述沼气能源为甲烷和二氧化碳的混合气。
其中,所述反硝化脱氮处理,为反硝化脱硝态氮处理。
其中,所述厌氧膜生物反应器和所述厌氧氨氧化反应器的温度均保持在33~37℃。
其中,所述反应器控制系统,通过反硝化反应器内的液位监控监测反硝化反应器的液位,用以控制厌氧膜生物反应器的出水量、厌氧氨氧化反应器的进水量以及厌氧氨氧化反应器循环口的出水通过循环泵进入反硝化反应器的回流量,满足系统提高总氮去除率的需要,同时满足整个系统各个反应器的水量平衡需求。
(三)有益效果
本发明提供的厌氧污水处理装置及工艺,具有如下优点:
(1)本发明提供的厌氧污水处理装置及工艺,解决了常规厌氧膜生物反应器出水氨氮不达标的问题,与厌氧氨氧化工艺耦合,能够高效低耗地实现高浓度难有机废水的短流程达标处理。
(2)本发明提供的厌氧污水处理装置及工艺,拓宽了厌氧氨氧化工艺要求进水COD低、氨氮高的适用范围,通过厌氧膜生物反应器回收耗氧有机污染物(COD)为沼气能源,反硝化过程进一步去除耗氧有机污染物(COD),并起到脱氮菌群预选择的作用,为厌氧氨氧化创造良好的进水条件。
(3)本发明提供的厌氧污水处理装置及工艺,解决了常规厌氧氨氧化出水理论残留11%的硝态氮导致出水总氮达标难的问题,通过其出水回流,与厌氧膜生物反应器出水混合获得反硝化所需碳源等工艺条件,通过反硝化实现总氮达标。
(4)本发明提供的厌氧污水处理装置及工艺,流程短、耗氧少,反应器构造便于维护,操作逻辑简洁,运行操作与维护简单,人工要求少,易于实现自动化控制。