
申请日2019.07.19
公开(公告)日2019.10.08
IPC分类号C02F9/10; B01D53/76; C02F101/16
摘要
本发明提供一种垃圾渗滤液厌氧出水的物化脱氨方法和处理系统,所述方法包括:将垃圾渗滤液厌氧出水于负压脱氨塔中处理至pH为9~11,处理过程中不添加碱,然后进入气浮单元进行脱氨处理。本发明在负压下对垃圾渗滤液厌氧出水进行蒸发解析脱氨,去除部分氨氮和碳酸盐分解的CO2,从而提高出水的pH值,经过负压脱氨处理的垃圾滤液再通过气浮进一步脱除氨氮,同时去除水中的大部分悬浮物,气浮出水可满足后续生化处理工序的要求,从而大幅降低垃圾渗滤液脱氮的处理成本和后续处理的难度。
权利要求书
1.一种垃圾渗滤液厌氧出水的物化脱氨方法,其特征在于,包括:将垃圾渗滤液厌氧出水于负压脱氨塔中处理至pH为9~11,处理过程中不添加碱,然后进入气浮单元进行脱氨处理。
2.根据权利要求1所述的物化脱氨方法,其特征在于,所述负压脱氨塔中压力为-0.1~-0.06MPa;
和/或,所述负压脱氨塔的塔底加热温度为60~90℃;
和/或,在进入所述负压脱氨塔前,将所述垃圾渗滤液厌氧出水预热至50~80℃。
3.根据权利要求1或2所述的物化脱氨方法,其特征在于,还包括将空气导入所述气浮单元中,所述空气预先经过加湿和升温;
优选地,所述空气预先经过加湿至湿度为50%~95%,升温至温度为25~45℃。
4.根据权利要求3所述的物化脱氨方法,其特征在于,所述气浮单元中,气液比为100~1000:1,处理温度为30~60℃。
5.根据权利要求1~4任一项所述的物化脱氨方法,其特征在于,包括以下步骤:
(1)将所述垃圾渗滤液厌氧出水与所述负压脱氨塔的塔底出水换热至50~80℃后,进入所述负压脱氨塔上部,塔底通入蒸汽加热至温度为60~90℃,塔内抽真空至压力为-0.1~-0.06MPa,在上述条件下处理至所述负压脱氨塔的塔底出水pH为9~11;
(2)将所述负压脱氨塔的塔底出水与原水换热后经由溶气泵进入所述气浮单元,同时将加湿和升温后的空气经由所述溶气泵进入所述气浮单元,控制气液比为100~1000:1,处理温度为30~60℃,处理至所述气浮单元出水的氨氮浓度降至300mg/L以下。
6.一种垃圾渗滤液厌氧出水的物化脱氨处理系统,其特征在于,包括负压脱氨塔、微气泡气浮罐和溶气泵,所述负压脱氨塔上部设有垃圾渗滤液厌氧出水的入口,所述负压脱氨塔的塔底出水口连接至所述溶气泵的进水口;所述溶气泵的出口连接至所述微气泡气浮罐底部的入口,所述微气泡气浮罐的上部出水口连接至后续处理工序。
7.根据权利要求6所述的物化脱氨处理系统,其特征在于,还包括增湿塔,所述增湿塔的底部为进气口,上部设有热水入口,所述增湿塔的顶部出气口连接至所述溶气泵的进气口。
8.根据权利要求6或7所述的物化脱氨处理系统,其特征在于,还包括换热器,所述垃圾渗滤液厌氧出水先经过所述换热器再连接至所述负压脱氨塔,所述负压脱氨塔的塔底出水先经过所述换热器再连接至所述溶气泵的进水口。
9.根据权利要求6~8任一项所述的物化脱氨处理系统,其特征在于,还包括冷凝器,所述负压脱氨塔的顶部出气口连接至所述冷凝器的入口,所述冷凝器的出水返回至所述负压脱氨塔;
和/或,所述冷凝器的出气与所述微气泡气浮罐的罐顶出气合并经管路连接至垃圾焚烧发电厂的烟气净化工序。
10.根据权利要求7~9任一项所述的物化脱氨处理系统,其特征在于,所述负压脱氨塔和所述增湿塔均为填料塔,填料为鲍尔环、丝网填料或板波纹填料,优选对所述填料表面进行抗堵修饰改性;
和/或,所述增湿塔内靠近顶部出气口处设有除雾器。
说明书
一种垃圾渗滤液厌氧出水的物化脱氨方法和处理系统
技术领域
本发明涉及垃圾处理和环保技术领域,尤其涉及一种垃圾渗滤液厌氧出水的物化脱氨方法和处理系统。
背景技术
我国主流的城镇垃圾处理措施为填埋和焚烧,在其处置过程中均面临大量垃圾渗滤液产生的棘手问题。垃圾渗滤液水质成分复杂、污染物浓度高、处理难度大,直接排放会导致水源及土壤严重污染。垃圾渗滤液通常具有高COD、高氨氮、高盐等特点,其中高浓度氨氮是制约垃圾渗滤液处理效果的关键。氨氮浓度过高会使得水中营养元素比例失衡,显著抑制后续生化工艺处理过程中微生物的活性。因此可预先通过物化工艺降低垃圾渗滤液中的氨氮浓度至适宜范围,再进行生化工艺处理,这样有利于简化工艺流程,缩短废水在生化处理工艺段的停留时间,降低投资和运行成本,简化操作和管理。
目前,工业上垃圾渗滤液常见的脱氨处理技术主要有空气吹脱法、折点氯化法、化学沉淀法(MAP法)、吸附法、高级氧化法(臭氧氧化法、Fenton氧化法、电化学氧化法、光催化氧化法、过硫酸盐氧化法、超声波氧化法等)和膜吸收法等。其中,吹脱法工艺简单、易于操作且成熟有效,在工业上应用较广。例如,公开号为CN104261501A的专利申请公开了一种城市垃圾渗滤液氨氮的吹脱方法,该法采用喷淋吹脱塔,塔内填充鲍尔环,渗滤液pH调节至9.0~9.5后从吹脱塔顶排入,塔底鼓入空气,液气比为0.6~0.9,氨氮吹脱效率可达80%。公告号为CN102531244B的专利公开了一种垃圾焚烧发电厂的垃圾渗滤液的预处理方法,垃圾渗滤液在混合池用石灰调节pH至9~11间,出水投加混凝剂沉淀后,澄清水进入吹脱池进行曝气脱氨氮,鼓入的空气的气液比为300~500:1。
但是,传统的吹脱工艺需在较高的pH值下(通常在11左右)才能达到较好的氨氮脱除效率,因而需要消耗大量的碱;同时氨吹脱法属气膜传质控制,需要较大的气量和气液界面,能耗较高;而且吹脱出水回调pH又需加入盐酸等,增加水中的盐度,对后续生化工艺不利。
因此,迫切需要研发垃圾渗滤液氨氮脱除新工艺,在高效脱氨的同时,降低脱氨的运行成本,简化后续生化处理工艺。
发明内容
针对现有技术存在的问题,本发明提供一种垃圾渗滤液厌氧出水的物化脱氨方法和处理系统。
本发明第一目的为提供一种垃圾渗滤液厌氧出水的物化脱氨方法,包括:将垃圾渗滤液厌氧出水于负压脱氨塔中处理至pH为9~11,处理过程中不添加碱,然后进入气浮单元进行脱氨处理。
本发明充分利用垃圾渗滤液厌氧出水中含有的大量碳酸(氢)盐,在负压下对垃圾渗滤液厌氧出水进行蒸发解析脱氨,去除部分氨氮和碳酸盐分解的CO2,从而提高出水的pH值,所以处理过程中无需外加碱调节pH,经过负压脱氨处理的垃圾滤液再通过气浮进一步脱除氨氮,同时去除水中的大部分悬浮物,气浮出水可满足后续生化处理工序的要求,从而大幅降低垃圾渗滤液脱氮的处理成本和后续处理的难度。
优选地,所述负压脱氨塔中压力为-0.1~-0.06MPa。
优选地,所述负压脱氨塔的塔底加热温度为60~90℃。
将塔底温度控制在上述范围内,可有效实现碳酸(氢)盐的分解和部分氨氮的脱除,有利于提高出水的pH值。塔底加热采用蒸汽加热。
优选地,在进入所述负压脱氨塔前,将所述垃圾渗滤液厌氧出水预热至50~80℃。
优选地,在进入所述负压脱氨塔前,向所述垃圾渗滤液厌氧出水中加入加快碳酸盐分解的助剂。
优选地,本发明的方法还包括将空气导入所述气浮单元中,所述空气预先经过加湿和升温。
进一步优选地,所述空气预先经过加湿至湿度为50%~95%,升温至温度为25~45℃。
优选地,所述气浮单元中,控制气液比为100~1000:1,处理温度为30~60℃;
进一步优选地,控制所述气液比为500~600:1,所述处理温度为30~40℃。
在本发明一个优选实施方式中,所述垃圾渗滤液厌氧出水的物化脱氨方法包括以下步骤:
(1)将所述垃圾渗滤液厌氧出水与所述负压脱氨塔的塔底出水换热至50~80℃后,进入所述负压脱氨塔上部,塔底通入蒸汽加热至温度为60~90℃,塔内抽真空至压力为-0.1~-0.06MPa,在上述条件下处理至所述负压脱氨塔的塔底出水pH为9~11;
(2)将所述负压脱氨塔的塔底出水与原水(即未处理的垃圾渗滤液厌氧出水)换热后经由溶气泵进入所述气浮单元,同时将加湿和升温后的空气经由所述溶气泵进入所述气浮单元,控制气液比为100~1000:1,处理温度为30~60℃,处理至所述气浮单元出水的氨氮浓度降至300mg/L以下。
优选地,本发明还对所述负压脱氨塔的塔顶出气进行冷凝,冷凝后的液体回流至所述负压脱氨塔再处理,不凝气(即含氨废气)进行资源化利用,可用于垃圾焚烧发电厂的烟气净化。
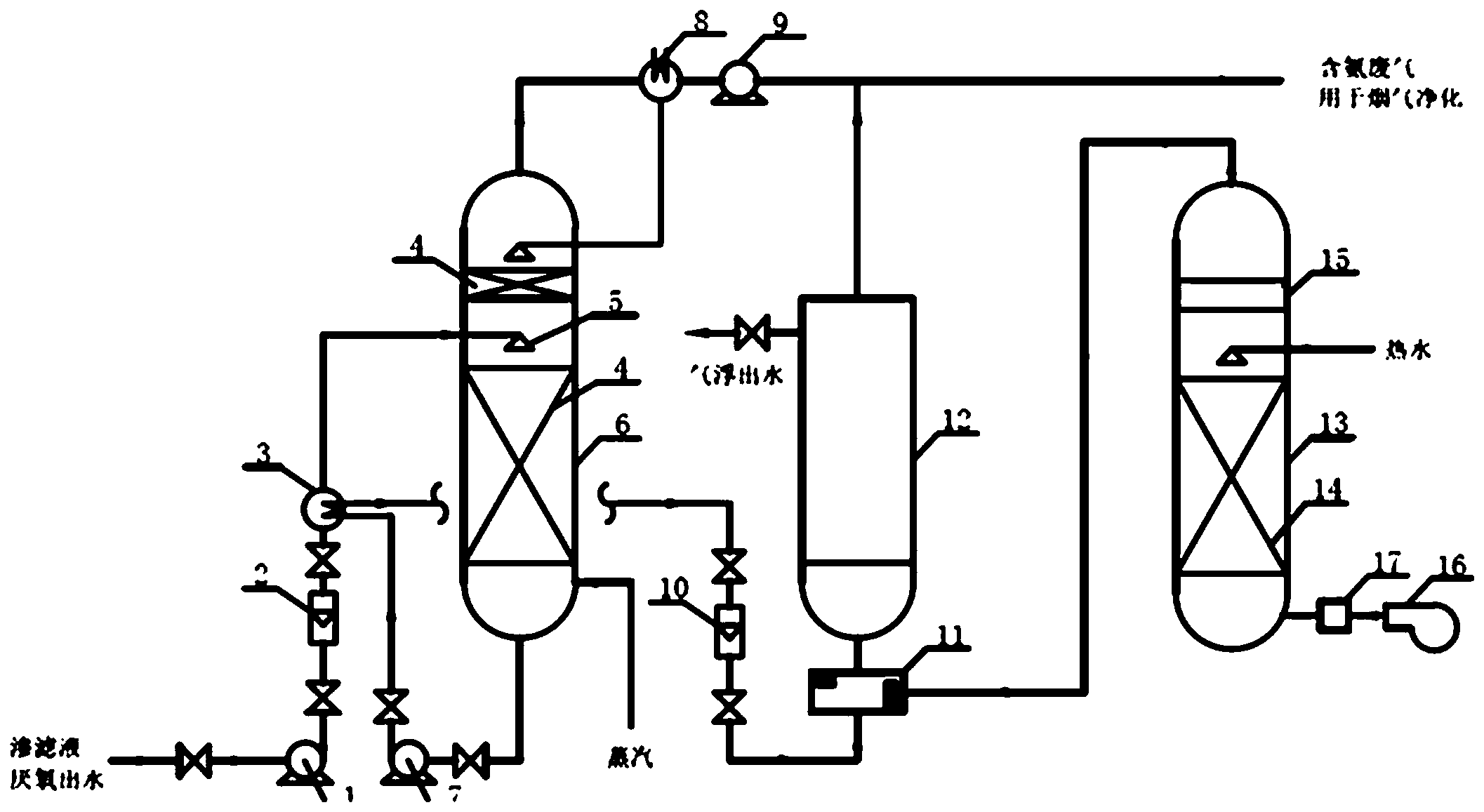
本发明第二目的为提供一种垃圾渗滤液厌氧出水的物化脱氨处理系统,包括负压脱氨塔、微气泡气浮罐和溶气泵,所述负压脱氨塔上部设有垃圾渗滤液厌氧出水的入口,所述负压脱氨塔的塔底出水口连接至所述溶气泵的进水口;所述溶气泵的出口连接至所述微气泡气浮罐底部的入口,所述微气泡气浮罐的上部出水口连接至后续处理工序。
优选地,所述处理系统还包括增湿塔,所述增湿塔的底部为进气口,上部设有热水入口,所述增湿塔的顶部出气口连接至所述溶气泵的进气口。
优选地,所述处理系统还包括换热器,所述垃圾渗滤液厌氧出水先经过所述换热器再连接至所述负压脱氨塔,所述负压脱氨塔的塔底出水先经过所述换热器再连接至所述溶气泵的进水口。
优选地,所述处理系统还包括冷凝器,所述负压脱氨塔的顶部出气口连接至所述冷凝器的入口,所述冷凝器的出水返回至所述负压脱氨塔。
优选地,所述冷凝器的出气与所述微气泡气浮罐的罐顶出气合并经管路连接至垃圾焚烧发电厂的烟气净化工序。
优选地,所述负压脱氨塔和所述增湿塔均为填料塔,填料为鲍尔环、丝网填料或板波纹填料。进一步优选地,对所述填料表面进行抗堵修饰改性。
优选地,所述增湿塔内靠近顶部出气口处设有除雾器。所述除雾器为丝网或折流板等本领域常用结构。
本发明充分利用垃圾渗滤液厌氧出水中含有的大量碳酸(氢)盐,在负压下对垃圾渗滤液厌氧出水进行蒸发解析脱氨,去除部分氨氮和碳酸盐分解的CO2,从而提高出水的pH值,所以处理过程中无需外加碱调节pH,经过负压脱氨处理的垃圾滤液再通过气浮进一步脱除氨氮,同时去除水中的大部分悬浮物,气浮出水可满足后续生化处理工序的要求,从而大幅降低垃圾渗滤液脱氮的处理成本和后续处理的难度。(发明人:郭智;赵贤广;邱明建;杨世慧)